Kvalitní měřicí technika pro kontrolu kvality v měřicí místnosti, výrobě, příjmu zboží nebo v
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Inovativní měřicí technika pro širokou škálu aplikací:
- • Délka a průměr
- • Povrch a kontura
- • Tvar a poloha
- • Ozubení a hřídele

Přesné míchání a dávkování kapalin a past:
- • Zubová dávkovací čerpadla
- • Čerpadla pro výrobu vláken
- • Míchací a dávkovací stroje a míchací hlavy

Kuličková vedení pro lineární a otočné pohyby bez vůle v oborech:
- • strojírenství
- • přesná mechanika
- • optika
- • elektronika
- • a v mnoha dalších oborech








Mahr jako mezinárodně působící společnost vlastní své patenty nejen v Německu, ale po celém světě.
Vylepšené standardy pro rozhraní

Když vložíte list papíru do tiskárny, dvakrát o tom nepřemýšlíte: Velikost papíru odpovídá tiskárně, tiskárna odpovídá papíru. To není náhoda, ale výsledek normy. Podle Německého institutu pro normalizaci (DIN) tvoří v současné době německý soubor norem přibližně 34 000 norem. Poskytují výrobcům a spotřebitelům důležitá pravidla, stanovují normy pro výrobky a procesy a vytvářejí jasná kritéria - často dokonce celosvětová.
A tak jsou tři části nového normalizačního díla ISO 21920 Profilové normy důležitým stavebním kamenem v mezinárodní normalizační koncepci geometrické specifikace výrobku (systém GPS), která se vyvíjí již téměř 25 let. Po již publikovaných normách pro specifikaci povrchu, řadě norem DIN EN ISO 25178, jsou nyní k dispozici také příslušné profilové normy v aktualizované verzi DIN EN ISO 21920. Předchozí profilové normy
- ISO 4287:1997-04 "Charakteristiky".
- ISO 4288:1996-08 "Podmínky měření".
- ISO 13565-1 až 3 "Nosná část"
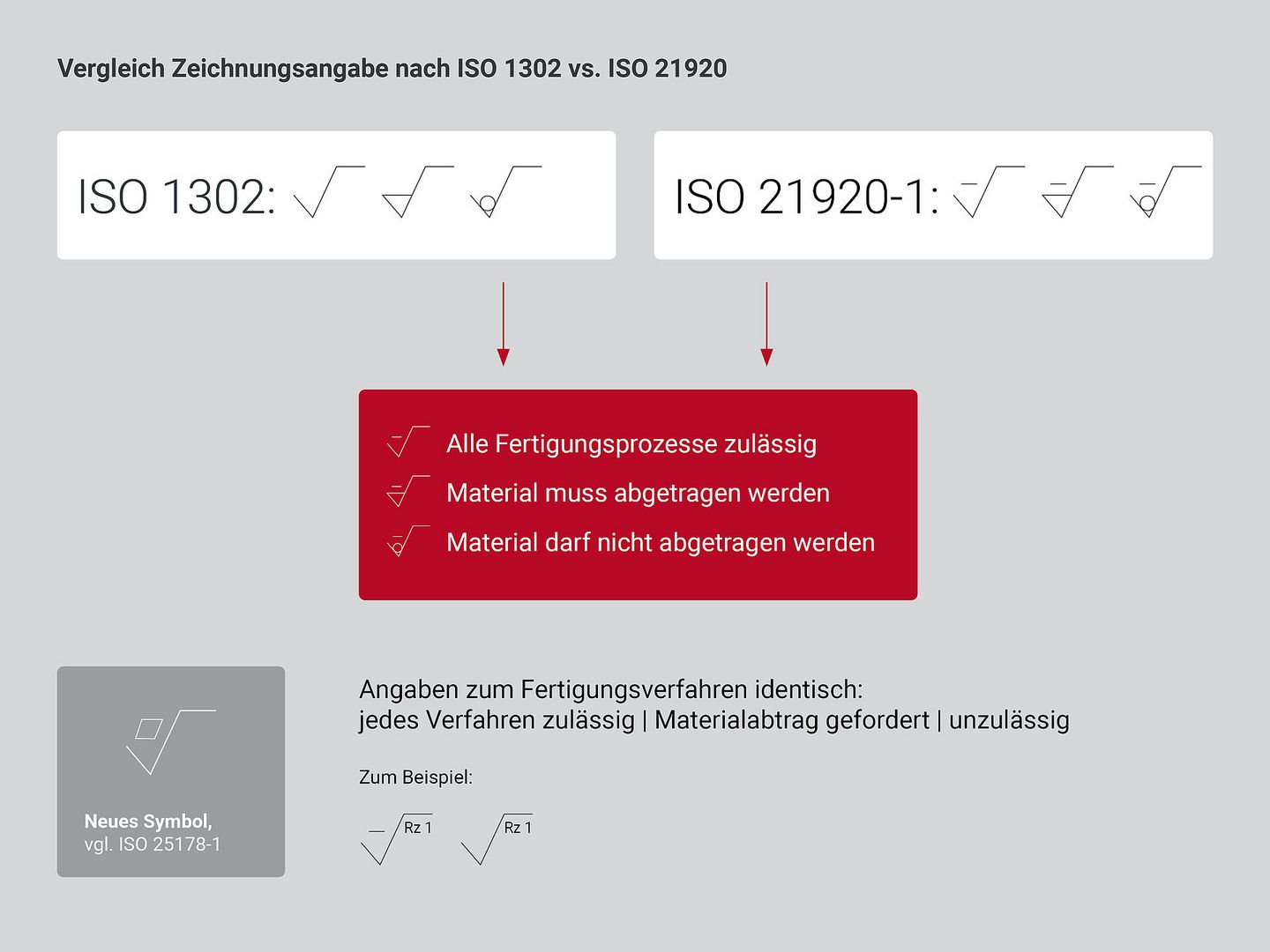
- ISO 1302:2002-02 "Specifikace výkresů
jsou staženy. "Nepokrývají již všechny možnosti moderních měřicích přístrojů - například proto, že dosud nenabízely standardizované postupy pro optické měřicí přístroje. Navíc ne vždy odpovídaly současné průmyslové praxi a v některých případech měly nejasné definice některých charakteristických algoritmů," vysvětluje Heinz-Joachim Kedziora, vedoucí vývoje metrologie povrchu ve společnosti Mahr. Je také mezinárodně odpovědný jako projektový manažer za třetí část nové normy a tento úkol převzal i pro první část normy v létě 2021. "Norma DIN EN ISO 12085 ("Motif") zůstane zachována; mezitím byla zahájena revize normy DIN EN ISO 3274 ("Stylus")."
Aktualizace a optimalizace
Z historických důvodů měly některé předchozí normy zcela odlišná čísla. Jejich rozsah sahal od "ISO 3274:1996-12 Měřicí přístroje" přes "ISO 4287:1997-04 Charakteristiky" až po "ISO 4288:1996-08 Podmínky měření" - abychom jmenovali jen některé z nich. Od nynějška budou shrnuty v nové normě DIN ISO 21920. Zahrnuje celý proces - od návrhu přes výrobu až po kontrolu kvality - ve třech částech. První část (ISO 21920-1) se zabývá výrobou a specifikací, tj. "výkresovými záznamy". Část 2 (ISO 21920-2) definuje parametry a část 3 (ISO 21920-3) formuluje podmínky pro kontrolu těchto parametrů na konci.
Část 1: Kreslení zajišťuje funkce komponenty
Část 1 nahrazuje předchozí normu ISO 1302 a zabývá se procesy souvisejícími s výkresovými záznamy, které konstruktér zadává pro výrobu součásti. Nejdůležitější změna: od nynějška je základem pro podmínky, za kterých se kontroluje vyráběná součást, pouze výkres. "I když konstruktér vyvíjí něco obzvlášť složitého, část 1 definuje, jak musí obrobek specifikovat, aniž by přidával volný text. Tímto způsobem je možné, že samotná specifikace zajistí funkci součásti," vysvětluje Heinz-Joachim Kedziora. Příklad: Pokud tedy zadáte pouze parametr "Ra" a hodnotu, pak v mnoha případech není zajištěno, že tato specifikace odpovídá funkčnímu chování součásti. Existují složitější a méně složité parametry. Část 1 navíc obsahuje nové termíny pro parametry povrchu:
| Termín | Zkratka | Vysvětlení |
| Délka hodnocení | le | "délka vyhodnocení", část snímací vzdálenosti, která se vyhodnocuje; nahrazuje lmnebo ln. |
| Index hnízdění | Nic, Nis | "mezní vlnová délka" užitečná pouze pro lineární filtry; nahrazuje λc a λs. |
| Filtr profilu S | Filtr Profile-S odstraňuje krátkovlnné složky (dolní propust); pro charakteristiky drsnosti odstraňuje filtr Nis("filtr λs") velmi krátkovlnné složky, které nepatří do profilu R. U charakteristik zvlnění odstraňujefiltr Nic("λc-filtr") krátkovlnné složky, které patří do profilu R a nikoli do profilu W. | |
| Filtr profilu L | Filtr profilu L odstraňuje dlouhovlnné složky (horní propust); pro charakteristiky drsnosti odstraňujefiltr Nic("filtr λc") dlouhovlnné složky, které nepatří do profilu R. | |
| Délka úseku | lsc | "délka úseku" pro charakteristické hodnoty vypočtené z profilových úseků, např. Rz, Rp, Rv; nahrazuje termín "jednotlivý měřicí úsek". |
| Počet sekcí | nsc | "počet úseků"; nahrazuje termín "počet jednotlivých měřicích úseků". |
Důležité pro všechny uživatele: Nová norma se vztahuje pouze na nové výkresy. Výkresy staršího data si zachovávají platnost podle předchozí normy.
Nově jsou zavedeny také některé symboly pro stanovení jasného odkazu na výkres podle normy DIN EN ISO 21920-1:
Část 2: Poptávka po designérech
Druhá část nové normy ISO 21920 se zabývá vztahem mezi parametry a funkcemi součástí. Jedná se o nejobsáhlejší a pravděpodobně nejobtížnější část, která nahrazuje dřívější normu ISO 4287. "Je zde popsáno více než 100 parametrů, které konstruktérům nabízejí obrovský soubor nástrojů. V budoucnu budou vyzváni k výběru správného parametru z této části. Zkušenosti ukazují, že pro mnoho uživatelů je obtížné si vybrat, protože toto téma není předmětem školení," říká vedoucí oddělení vývoje.
V případě parametrů, které se vypočítávají z profilových prvků (= hora a údolí v profilu), bývaly nejistoty měření větší, protože profilové prvky byly popsány, ale nebyly jasně definovány do detailu, zejména v hraničních případech. To se nyní výrazně zlepšilo. Výrobci měřicí techniky však nejsou nuceni všechny tyto parametry naprogramovat do zařízení nebo softwaru, protože některé z nich hrají roli pouze regionálně.
Část 3: Jak získat platný výsledek
Část 3 definuje podmínky, podle kterých nebo za kterých se měření provádí. Nahrazuje předchozí normu ISO 4288 a zabývá se tématem "Specifikace a ověřování" - tj. požadavky na postupy měření a jejich správné provádění. Část 3tak definuje standardní případ. To znamená: Pokud nejsou ve výkresu uvedeny žádné výslovné specifikace, platí to, co je napsáno v normě - tj. vše, co nemusí být výslovně uvedeno.
"Tato část se tedy netýká pouze podmínek měření, ale také dalších faktorů, které je třeba vzít v úvahu, aby bylo možné dospět k platnému výsledku. Proto v této části nejsou žádná pravidla, jak něco měřit, ale pouze popis kompletního specifikačního operátoru," vysvětluje Kedziora. Specifikace je teoreticky ideální a jednoznačná. Podle normy ISO 8015 je "operátor ověřování fyzickou implementací operátoru specifikace. Může mít přesně stejné operace ve stejném pořadí (v takovém případě je procedurální nejistota nulová) nebo může mít různé operace nebo provádět operace v jiném pořadí (v takovém případě není procedurální nejistota nulová)."
Pro ověření tedy stačí určit nejistotu, což v praxi většinou není snadné. Jako příklad uveďme použití Gaussova filtru: Pokud specifikace ve standardním případě předpokládá rozteč bodů profilu 0,5 µm, není zakázáno použít pro ověření větší nebo menší rozteč bodů; uživatel to pak musí zohlednit při odhadu nejistoty měření.
Závěr: Rozšířené možnosti popisu funkcí
Pro většinu uživatelů nová norma nic nemění. Nabízí pouze rozšířené možnosti funkčních popisů, například v aditivních výrobních procesech, kde jsou někdy vyžadovány nové struktury nebo nové filtry.
Na rozdíl od minulosti již není nastavení filtru určeno obrobkem, ale souvisejícím výkresem. Tím se zvyšuje spolehlivost rozhodnutí, zda testovaný povrch splňuje požadavky, či nikoli. Odpadá časově náročný - a v praxi téměř nedodržovaný - postup zkoušení povrchu obrobku podle normy DIN EN ISO 4288, včetně subjektivního posouzení, zda je profil periodický nebo aperiodický.
Celkově byl v nové normě kladen velký důraz na kontinuitu. "Podstatné je, že byly odstraněny slabé stránky staré normy - například nečisté a nepraktické definice. Pokud stará norma poskytovala přiměřené výsledky, platí to i pro novou normu. Tam, kde byl starý standard rozmazaný, je nový standard ostřejší," shrnuje vedoucí vývoje Kedziora. "Díky návaznosti, kdy vše, co se osvědčilo v průmyslové praxi, zůstalo zachováno i v nové normě profilu, mohou uživatelé i nadále měřit v souladu s touto normou se svými stávajícími měřicími přístroji."
V současné době Německý normalizační institut (DIN) připravuje národní normy DIN EN ISO 21920-1, -2 a -3. Důrazně se doporučuje stáhnout z oběhu vydání DIN EN ISO 21920-1, -2 a -3, která již byla zveřejněna jako rané návrhy v roce 2020, protože v mezinárodní diskusi došlo ještě ke změnám až do konečné verze této řady norem.

Tip:
Nové normě ISO 21920 věnuje Mahr obsáhlý webinář pod názvem "Nová norma pro povrchy". Jasně a podrobně vysvětluje, co nová norma přináší měřicím technikům a uživatelům. > Zobrazit seminář
Přehled změn:
- Několik nových termínů
- Nový symbol pro specifikaci
- Výchozím pravidlem pro přijetí tolerance je pravidlo maximální hodnoty ("max. pravidlo").
- Hodnoty pravidel vycházejí ze specifikace (zadání výkresu), nikoli z odhadovaných hodnot zadaného parametru. V důsledku toho je přiřazení indexu vnoření mírně posunuto v závislosti na zadané hodnotě Ra nebo Rz.
- Pokud není zadáno nic jiného, ověřování probíhá v místě zadaného geometrického prvku, kde lze očekávat maximální hodnoty; je třeba zahrnout nedokonalosti, jako jsou škrábance nebo póry.
- Nerozlišuje se mezi periodickými a aperiodickými profily
- Hodnoty charakteristik jsou (až na několik výjimek) definovány vzdáleností vyhodnocení.
- Pouze několik charakteristických hodnot, např. Rz, Rp, Rv, je definováno prostřednictvím profilových řezů (termín "délka vzorkování" se již nepoužívá).
- Specifikace meze tolerance následuje bezprostředně za označením charakteristické hodnoty.
- Zjednodušený zápis pro specifikaci oboustranných tolerančních mezí
- Třetí pravidlo pro přijetí tolerance: "Tmed": Mediánová hodnota všech naměřených hodnot musí ležet uvnitř stanovených tolerančních mezí.
- Specifikace optických metod pro získání profilu je možná, např. EP OR(1).