Hochwertige Messtechnik für die Qualitätskontrolle in Messraum, Produktion, Wareneingang oder Entwicklung.
Zahnradpumpen & Misch- und Dosiermaschinen mit höchster Genauigkeit für die Verarbeitung von Flüssigkeiten und Pasten.
Hochgenaue Kugelführungen für spielfreie Hub- und Drehbewegungen beim Einsatz im Maschinen- und Vorrichtungsbau.








Innovative Messtechnik für vielfältige Anwendungen:
- • Länge und Durchmesser
- • Oberfläche und Kontur
- • Form und Lage
- • Verzahnung und Wellen

Präzises Mischen und Dosieren von Flüssigkeiten und Pasten:
- • Zahnraddosierpumpen
- • Pumpen zur Faserherstellung
- • Misch- und Dosiermaschinen sowie Mischköpfe

Kugelführungen für spielfreie Linear- und Drehbewegungen in:
- • Maschinenbau
- • Feinwerktechnik
- • Optik
- • Elektronik
- • und vielen weiteren Branchen








Als international tätiges Unternehmen hält Mahr seine Patente nicht nur in Deutschland, sondern weltweit.
Bestimmung Zentrierfehler und Verkippung von Asphären
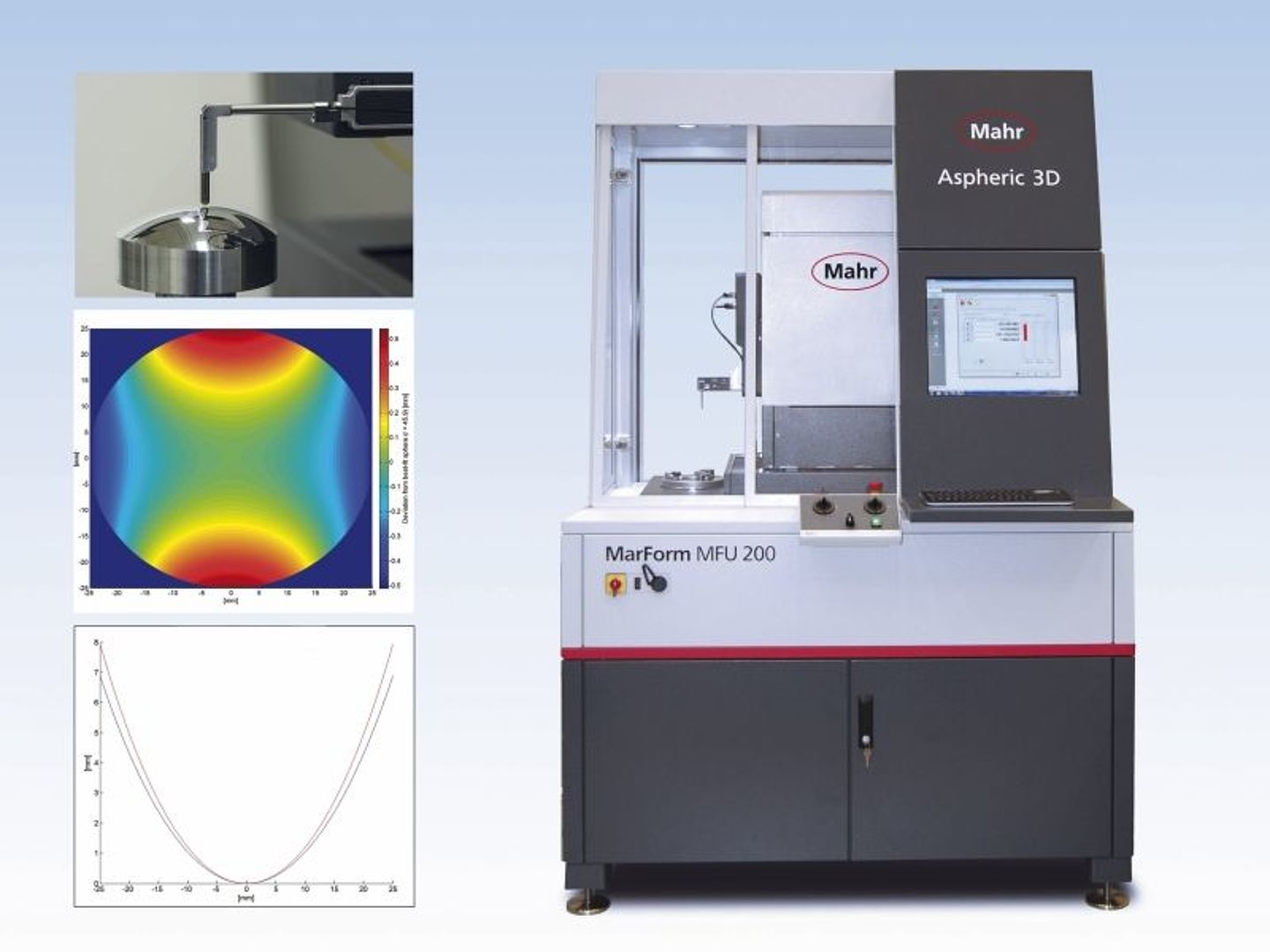
Das Softwarepaket MarWin Aspheric 3D
Das Paket bietet zusammen mit der MarForm MFU 200 die Möglichkeit, die Topografie von optischen Komponenten wie z.B. Asphären zu messen.
Messprinzip
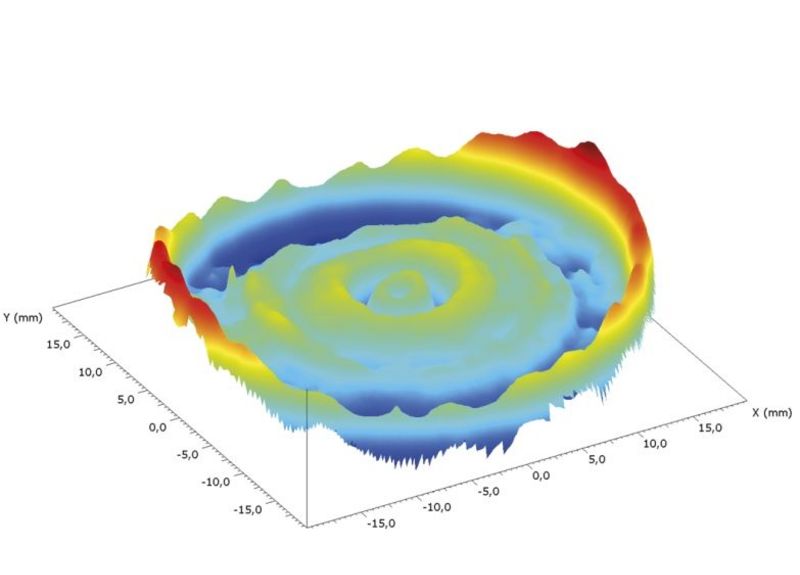
Für die 3D-Messung werden in einem Ablauf zunächst zwei um 90° versetzte Linearprofile über den Zenit der Linse gemessen. Anschließend werden mehrere konzentrische Kreisprofile durch Drehen der C-Achse aufgenommen. Diese Messpunkte werden zur Erzeugung einer Topografie genutzt. Die freie Positionierbarkeit des Tastarmes ermöglicht das Messen von unterbrochenen Flächen.
Selbstverständlich kann auch eine schnelle 2D-Messung mit einem Tastschnitt über den Zenit der Linse aufgenommen werden.
Durch den Einsatz des Messplatzes in einer schwingungsgedämpften Kabine werden äußere Störeinflüsse wie Vibrationen und Schmutz von Messobjekten ferngehalten.
Messablauf
Vor der Messung wählen Sie den Sollformtyp und stellen die Parameter der zu erwartenden Soll-Linse ein. Im nächsten Schritt werden die Messdaten aufgenommen und mit den Solldaten der Linse verglichen.
Als Kenngrößen werden der RMS-Wert, PV-Wert und der Steigungsfehler(Slope Error) angezeigt.
In der Software können für die Asphären die einzelnen Parameter wie der Krümmungsradius R0, die konische Konstante k und die asphärischen Koeffizienten Ai beim Anpassen der Soll-Asphäre in die Fit-Asphäre an die Messergebnisse angepasst werden.
Die Differenztopografie zwischen den ermittelten Messwerten und der Soll-Linse wird als farbkodiertes Höhenbild ausgegeben. Die 2D-Schnitte und die Differenztopografie können dann in bekannten Formaten zur Korrektur für die Bearbeitungsmaschine exportiert werden.
Neben der Messung von Sphären und Asphären nach der oben genannten Beschreibung können auch andere rotationssymmetrische Objekte mit Hilfe der Sollform als Kegelschnitt- bzw. Pfeilhöhenbeschreibung oder einer 3D-Punktewolke gemessen und ausgewertet werden.
Kombinierte optisch-taktile Messung
Zur genauen Prüfung und Sicherstellung der optischen Leistungsfähigkeit einer Linse ist es oftmals notwendig, neben der Oberflächengeometrie auch die Relationen zwischen Vorderseite, Rückseite und Rand zu messen.
Ein Weg zur Bestimmung dieser Parameter besteht darin, zur optischen Achse einer z. B. asphärischen Oberfläche auch die Lage der mechanischen Achse des Linsenrandes und die Kippung der Rückseite zu dieser zu erfassen. Der gesamte Messablauf erfolgt in einer Aufspannung in einem vollautomatischen Messablauf und den Einsatz verschiedener Tastsysteme.
Klicken Sie hier, um eine Applikationsschrift herunterzuladen, die hierzu einen Lösungsweg für ein schnelles und umfangreiches Messen komplexer Messaufgaben hinsichtlich Form und Lage optischer Oberflächen zeigt.
Wie können wir Ihnen helfen? Finden Sie Ihren passenden Ansprechpartner.