Hochwertige Messtechnik für die Qualitätskontrolle in Messraum, Produktion, Wareneingang oder Entwicklung.
Zahnradpumpen & Misch- und Dosiermaschinen mit höchster Genauigkeit für die Verarbeitung von Flüssigkeiten und Pasten.
Hochgenaue Kugelführungen für spielfreie Hub- und Drehbewegungen beim Einsatz im Maschinen- und Vorrichtungsbau.








Innovative Messtechnik für vielfältige Anwendungen:
- • Länge und Durchmesser
- • Oberfläche und Kontur
- • Form und Lage
- • Verzahnung und Wellen

Präzises Mischen und Dosieren von Flüssigkeiten und Pasten:
- • Zahnraddosierpumpen
- • Pumpen zur Faserherstellung
- • Misch- und Dosiermaschinen sowie Mischköpfe

Kugelführungen für spielfreie Linear- und Drehbewegungen in:
- • Maschinenbau
- • Feinwerktechnik
- • Optik
- • Elektronik
- • und vielen weiteren Branchen








Als international tätiges Unternehmen hält Mahr seine Patente nicht nur in Deutschland, sondern weltweit.
Wenn der Messplatz zum Messobjekt kommt

Kurbelgehäuse von Notstromaggregaten, Baumaschinen oder Schiffsmotoren: Große Bauteile sind oftmals zu mächtig oder zu schwer, um sie auf stationären Rauheitsmessplätzen prüfen zu können. Und so verhält es sich bei diesen Bauteilen wie mit dem Berg und dem Propheten: Der Messplatz kommt zum Messobjekt, wenn es anders nicht gelingt. Aus diesem Grund werden Rauheitsmessungen an Jumbobauteilen mit mobiler Messtechnik durchgeführt. Dabei wird das mobile Rauheitsmessgerät oder das mobile Vorschubgerät mit dem eingebauten Rauheitstaster von Hand auf die zu prüfende Messstelle sicher, schnell und präzise positioniert.
Fehlmessungen vermeiden
„Messungen auf größeren, ebenen Flächen sind relativ einfach zu bewerkstelligen“, erklärt Karl-Josef Gödecke vom Mahr-ServiceCenter und verantwortlich für die Anwendungstechnik in Bereich Oberfläche. „Sie erfordern vom Bediener nur geringes Geschick. Die Wiederholbarkeit dieser Messungen schwankt jedoch relativ stark, weil der Bediener nur nach Augenmaß auf die Messstelle positionieren kann.“ Bei Rauheitsmessungen an schrägen oder senkrechten Stellen sowie bei Überkopfmessungen ist es jedoch notwendig, dass der Bediener während der Messung das Vorschubgerät auf der zu prüfenden Oberfläche festhält, um Fehlmessungen zu vermeiden.
Zuverlässige Ergebnisse durch Fixieren
Mit dem Einsatz von geeigneten Messvorrichtungen bzw. Messaufsätzen lassen sich diese Probleme vermeiden. Sie dienen dazu, das Vorschubgerät während der Messung auf dem Prüfling zu fixieren und somit zuverlässige Messergebnisse zu erhalten. „Sind in der Prüfvorschrift bzw. in der Zeichnung die Messorte fest definiert, lässt sich das mobile Rauheitsmessgerät mit Hilfe einer Skala oder einer Markierung auf die jeweilige Messposition einstellen, um es zu fixieren. Ist nur eine Position in der Zeichnung festgelegt, so kann eine starre Vorrichtung für das Vorschubgerät für dieses Merkmal verwendet werden“, erklärt der Messexperte. Die folgenden Beispiele zeigen verschiedene Messlösungen an großen und komplexen Bauteilen auf:
Beispiel 1: Rauheitsmessung von Ventilführungen
Das Rauheitshandmessgerät, das aus dem Vorschubgerät MarSurf SD 26, dem Grundaufbau und dem Zentriervorsatz besteht, lassen sich Rauheiten von Ventilführungen messen. Der Zentriervorsatz dient hierbei als Tastarmschutz, wobei der stirnseitige Anschlag die Tiefe des Messortes definiert. Auf diese Weise lässt sich die Messstelle schnell und zuverlässig erreichen. Gestartet wird die Messung mit der grünen Starttaste am Gerät.
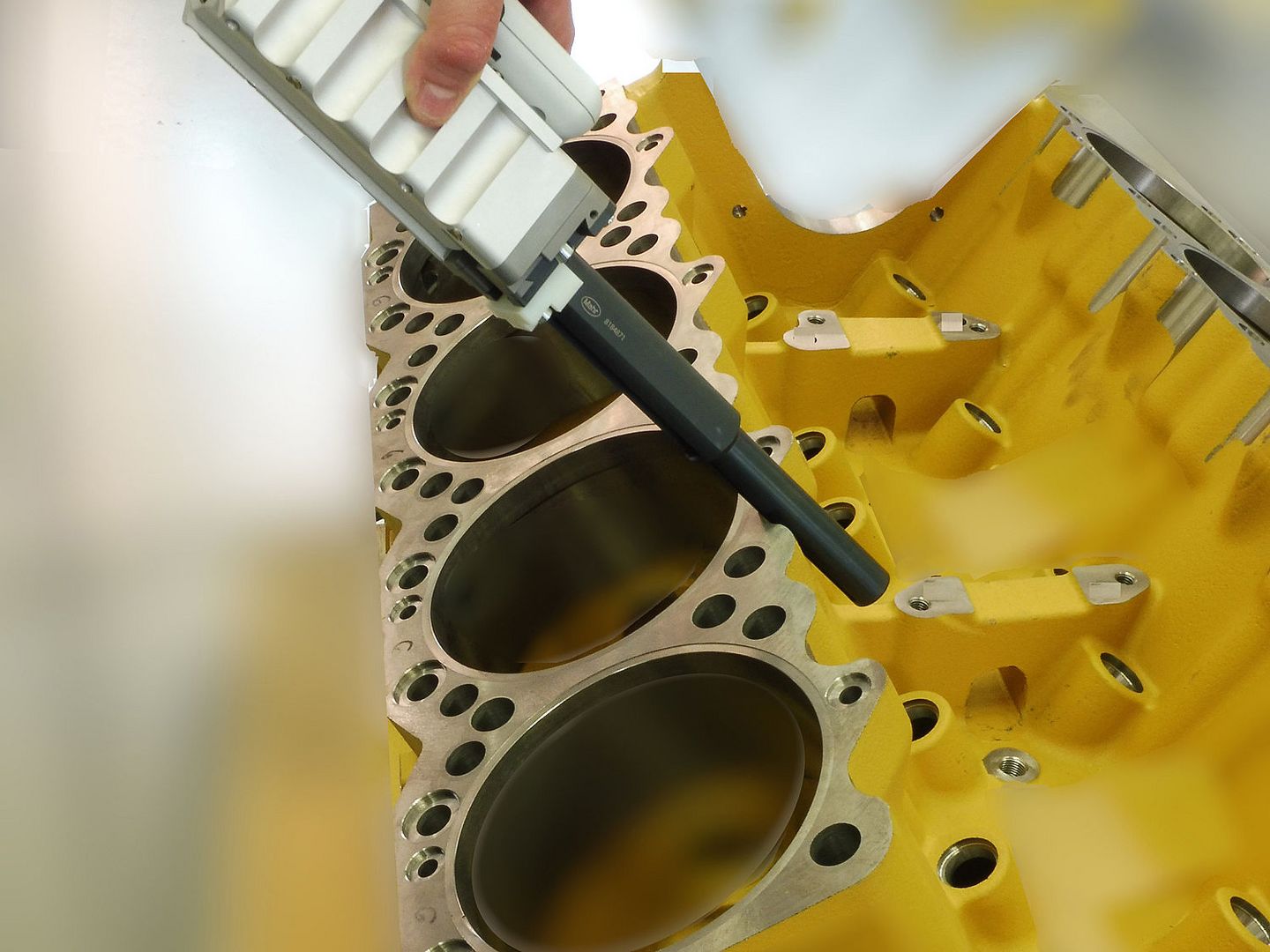
Beispiel 2: Rauheitsmessung in Zylinderbohrungen
Um Rauheitsmessungen in Zylindern durchzuführen, konstruiert Mahr auf Wunsch spezielle Aufnahmevorrichtungen für die Messgeräte, die sich nach dem automatischen Antasten in der Tiefe exakt in Position bringen lassen. So lässt sich beispielsweise das Rauheitsmessgerät mit Hilfe von zylindrischen Stäben, die in die Gewindebohrungen für den Zylinderkopf geschraubt werden, parallel zur Zylinderachse führen.
Das Messgerät wird mit den Klemmschrauben in der gewünschten Höhe fixiert. Markierungen auf den vertikalen Stäben zeigen die jeweilige Messposition an. Die Messung erfolgt somit in der definierten Tiefe und mit fixiertem Rauheitsmessgerät.
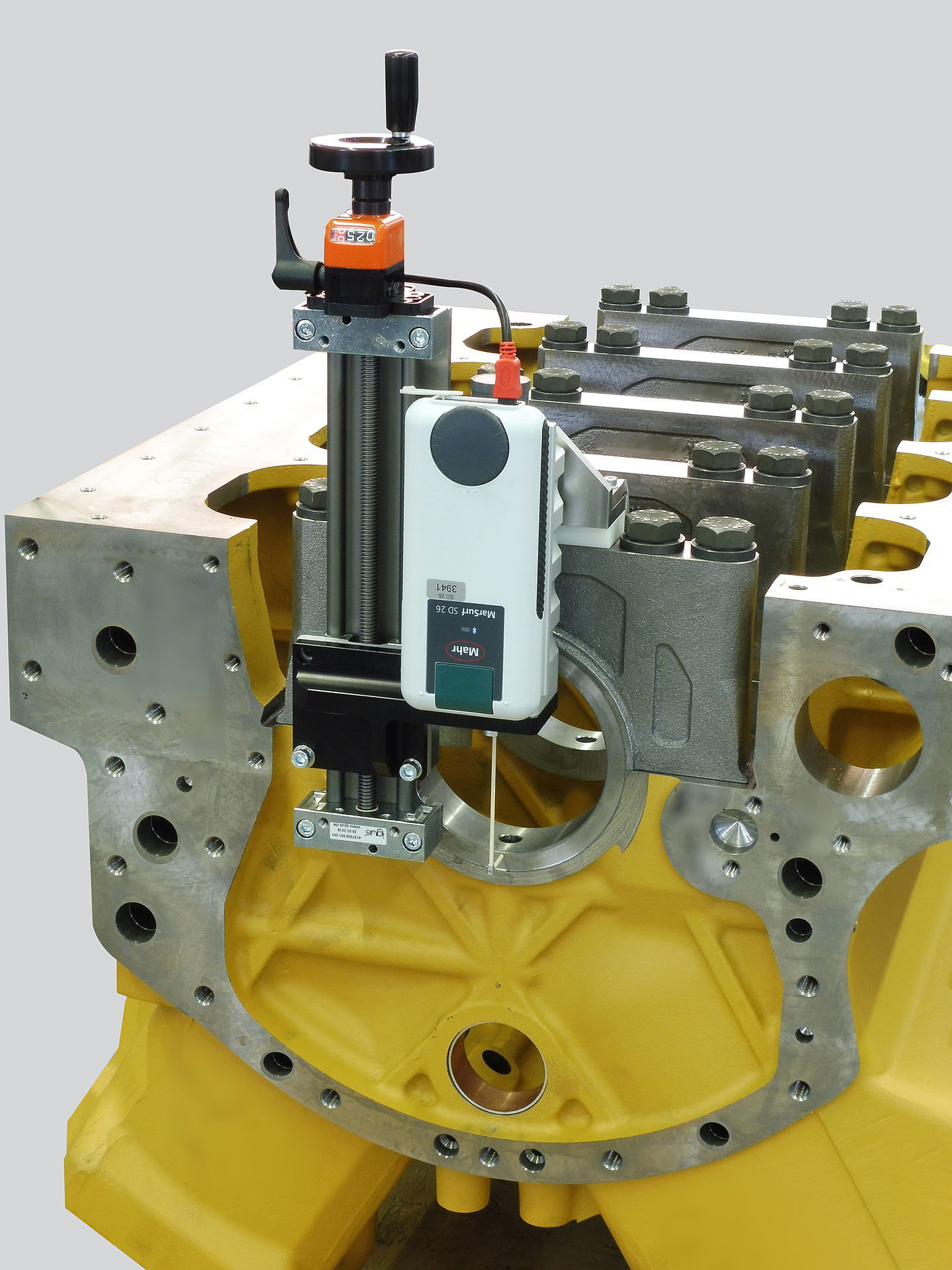
Beispiel 3: Rauheitsmessung an der Planseite des Kurbelwellenlagers
Um die Planseite von Kurbelwellenlagern zu messen, wird ein speziell konstruierter Messaufsatz mit einem Vorschubgerät wie beispielsweise dem MarSurf SD26 in das Werkstück eingehängt und fixiert. Die Handkurbel sorgt für die richtige Messhöhe.
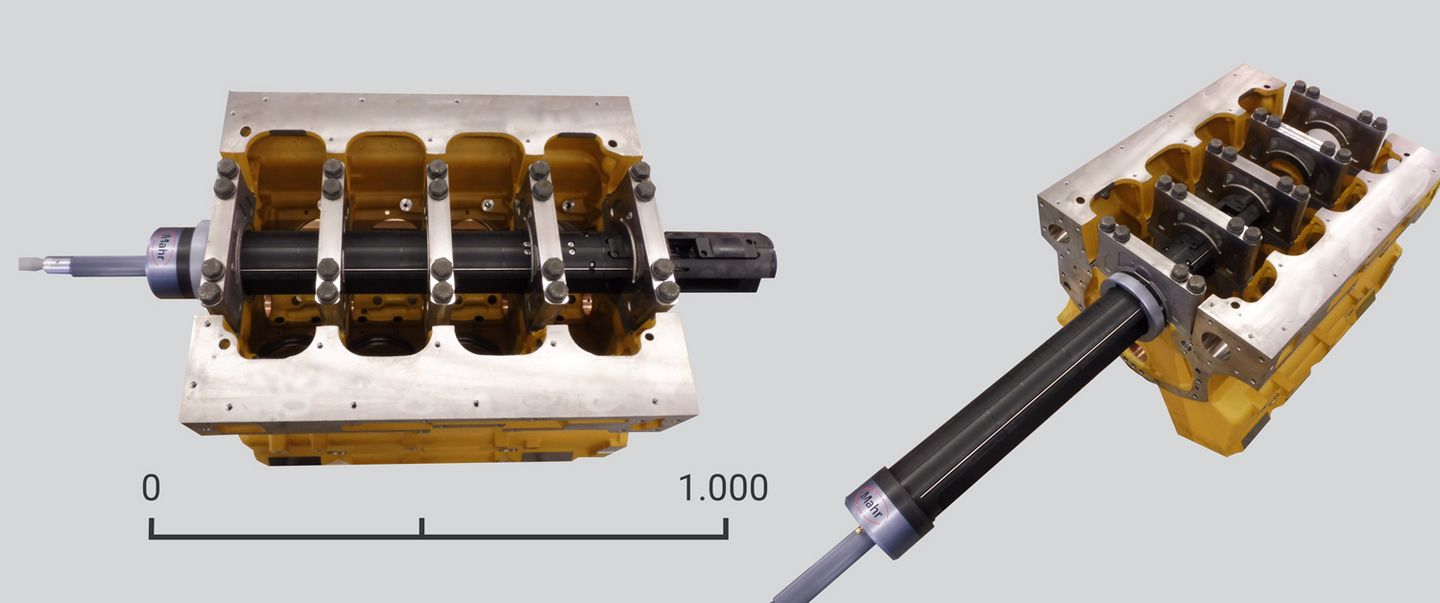
Beispiel 4: Rauheitsmessung an Kurbelwellenlagern mit Handmessdorn
Um die Rauheiten einzelner Kurbelwellenlagerstellen zu messen, ist ein Handmessdorn – wie beispielsweise der MarSurf MCR 1 – bestens geeignet. Dieser lässt sich auf das zu messende Lager positionieren, indem der Anschlagring auf die entsprechende Markierung geschoben und fixiert wird. Anschließend wird der Handmessdorn bis zum Anschlag positioniert, die pneumatische Entriegelung deaktiviert, um den Dorn zu zentrieren und zu fixieren. Das integrierte Vorschubgerät tastet die Lagerstelle automatisch an und führt die Messung durch. Im Messdorn ist der Taster beim Positionieren vor Kollisionen geschützt. Für Nockenwellenlager lässt sich der Handmessdorn entsprechend dimensionieren.
Rauheitsmessungen an großen Kurbelgehäusen
Durch die Verwendung von speziell konstruierten Messdornen und Messaufsätzen ist es möglich, Rauheitsmessungen auch an sehr großen und schwer zugänglichen Messorten einfach, schnell und reproduzierbar durchzuführen. Beim gleichzeitigen Anschluss von bis zu 16 Vorschubgeräten des MarSurf SD 26 an einem PC-basierten Messplatz wie dem MarSurf XR 1 sind Rauheitsprüfungen in der Fertigung praxisgerecht, zuverlässig und kostengünstig realisierbar.
Interessieren Sie sich für eine kundenspezifische Lösung?
Weitere Informationen erhalten Sie hier.
Wie können wir Ihnen helfen? Finden Sie Ihren passenden Ansprechpartner.