Metrología de alta calidad para el control de calidad en la sala de medición, la producción, la entrada de mercancías o el desarrollo.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Metrología innovadora para una amplia gama de aplicaciones:
- • Longitud y diámetro
- • Superficie y contorno
- • Forma y posición
- • Dentados y árboles

Mezcla y dosificación precisas de líquidos y pastas:
- • Bombas dosificadoras de engranajes
- • Bombas para la producción de fibra
- • Máquinas mezcladoras y dosificadoras y cabezales mezcladores

Guías de bolas para movimientos lineales y giratorios sin holguras en:
- • Construcción de máquinas
- • Mecánica de precisión
- • Óptica
- • Electrónica
- • y muchas otras industrias








Como empresa que desarrolla sus actividades en todo el mundo, Mahr no solo cuenta con patentes en Alemania, sino en muchos otros países.
Estación de medición CNC para cigüeñales y árboles de levas

La demanda de estaciones de medición de contornos y rugosidad superficial sigue creciendo, al igual que el deseo de muchos usuarios de automatizar sus procesos de medición. Mahr ofrece una amplia gama de opciones de configuración para ampliar una estación de medición de superficies estándar y convertirla en una estación de medición CNC de alto rendimiento añadiendo sólo unos pocos componentes. "Por un lado, esto es posible mediante ejes y componentes de hardware y, por otro, la programación es fácil de llevar a cabo con el software estándar basado en MarWin a través del asistente de medición", explica Karl-Heinz Gödecke, ingeniero de aplicaciones del especialista en tecnología de medición con sede en Göttingen. "Muchas aplicaciones pueden realizarse con estaciones de medición CNC configuradas de este modo, en particular mediciones en varias piezas de trabajo en soportes de palets o mediciones en la pieza de trabajo sin sujeción posterior." La línea de máquinas de medición CNC con el software MarSurf Xp satisface requisitos adicionales como, por ejemplo, un mayor grado de automatización, comodidad en el cambio del brazo palpador o ampliación personalizada de los ejes.
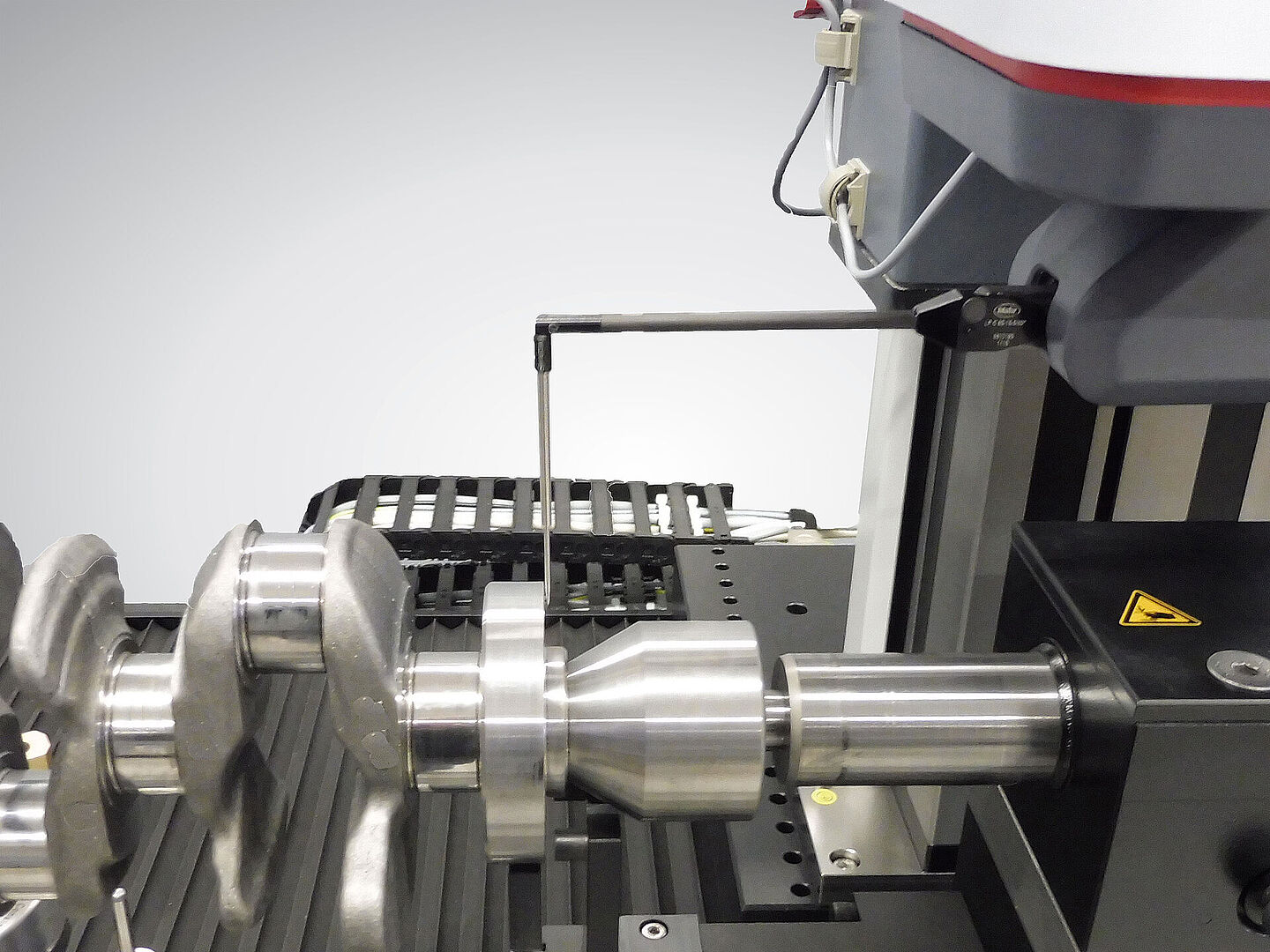
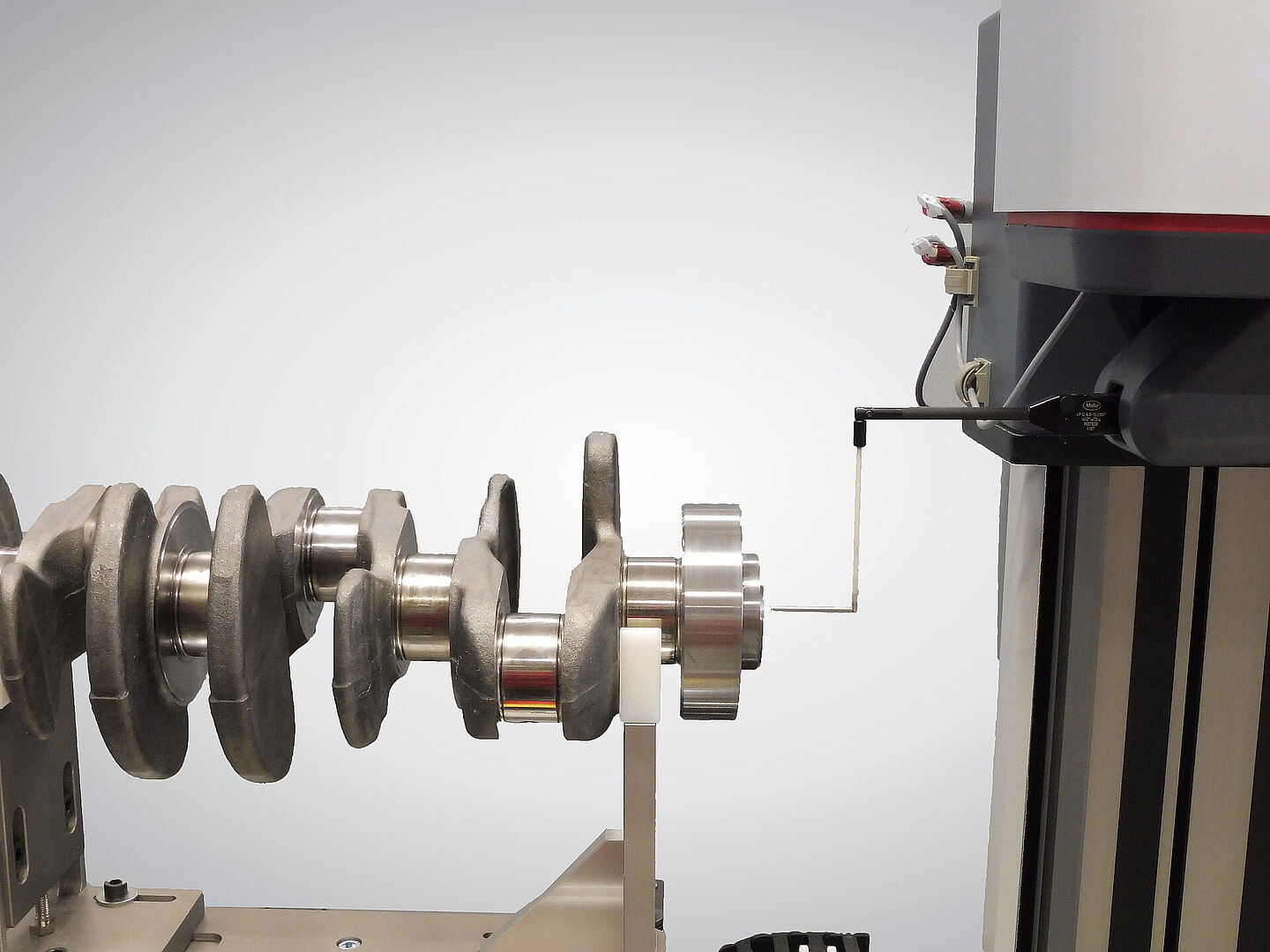
Medición de contornos al final del rodamiento
Por ejemplo, es posible medir parámetros de rugosidad, ondulación y contenido de material, así como radios, distancias, ángulos, rectitud, paralelismo y abombamiento con una sola medición en la estación de medición CNC. La estación de medición determina y compensa automáticamente los errores de sujeción radial y los errores de posición X. A continuación, las mediciones de los cojinetes principales y de los pasadores se realizan de forma totalmente automática. Los ejes CNC se desplazan automáticamente a todos los puntos de medición en la sujeción correspondiente. Esto reduce el tiempo requerido por los operarios hasta en un 95% en comparación con una estación de medición manual.

La unidad de avance LD 130 integrada en la estación de medición CNC puede inclinarse 45 grados con el eje de rotación del soporte de medición para medir de forma óptima la transición del rodamiento en la zona del borde y la mejilla. El sistema de protección contra colisiones instalado en y sobre la unidad de avance LD 130, junto con el brazo de la sonda sujeto magnéticamente y sus puntos de contacto eléctricos, garantiza una protección fiable contra las colisiones. En la posición de sujeción horizontal en prismas, se miden la rugosidad y el contorno en el orificio del cigüeñal. En la posición de sujeción vertical, en cambio, pueden medirse los parámetros de rugosidad, las distancias y los radios de las mejillas del cigüeñal.
Medición tras una breve formación con el programa "CNCplus
Tras un breve período de familiarización, los operarios pueden inspeccionar las piezas de forma rápida y fiable. El programa CNCplus les ayuda con instrucciones específicas e imágenes relacionadas con el proceso de medición. A partir de los datos de la pieza de trabajo, puede llamarse automáticamente el plan de inspección correspondiente. "Los datos se seleccionan de listas o se generan leyendo el código DMC. De este modo, el plan de inspección asignado y los datos de protocolo y exportación correctos se cargan automáticamente", resume Gödecke.
El administrador también tiene la opción de seleccionar los datos de prueba, los lugares de medición y las características que se van a probar. De este modo, las mediciones pueden realizarse rápidamente tras la configuración. La secuencia de medición se optimiza automáticamente antes de iniciar la medición, lo que reduce al mínimo los ciclos de inspección. El programa CNCplus se configura en función de los respectivos procesos de producción y de las dependencias en las secuencias de producción, de modo que tanto la estructura del menú refleja la secuencia de producción específica del cliente como la exportación de datos se adapta según los requisitos individuales. De este modo, los usuarios encuentran estructuras de producción conocidas y se familiarizan desde el principio con la estructura de menús del programa.
Ahorre tiempo y costes
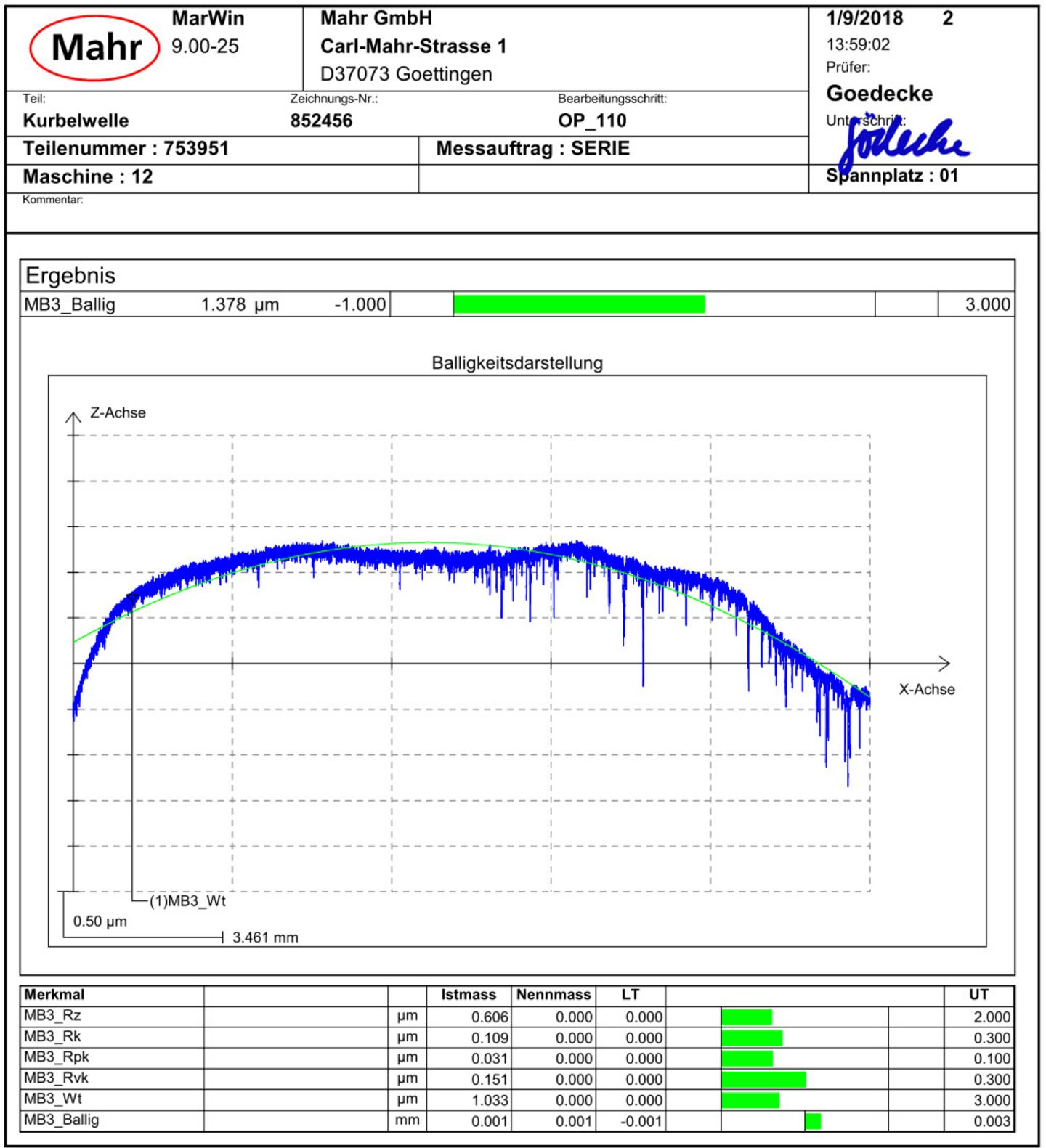
Gracias a las secuencias de medición totalmente automáticas, el operario sólo tiene que sujetar el cigüeñal en el soporte e iniciar el programa. En comparación con una estación de medición manual, se requiere hasta un 90% menos de mano de obra para inspeccionar el cigüeñal: El tiempo típico de inspección de los cojinetes y radios de un cigüeñal de 4 cilindros medido manualmente con 60 características es de unas 2,5 horas. En cambio, el mismo cigüeñal puede inspeccionarse automáticamente en 30 minutos utilizando la estación de medición CNC, que es un 80% más rápida. Para medir el abombamiento de cada uno de los puntos del cojinete, se registra el perfil en toda la anchura del cojinete y, a continuación, se calcula automáticamente el rango de evaluación según la entrada del plano. Por último, se mide el bombeo en esta zona.
Tareas de medición
- Rugosidad y rugosidad del núcleo
- Contenido de material
- Ondulación
- Rectitud
- Coronación
- Distancias, radio, ángulo, posición
- Desviación de la forma de la línea
- Control de tolerancia y suma de tolerancias