Métrologie de haute qualité pour le contrôle de la qualité en salle de mesure, en production, à la réception des marchandises et lors du développement.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
Guidages à billes de haute précision pour des mouvements de déplacement vertical et de rotation sans jeu dans la construction mécanique et d'équipements.








Métrologie innovante pour de nombreuses applications :
- • Longueur et diamètre
- • Surface et contour
- • Forme et position
- • Dentures et arbres

Mélange et dosage précis de liquides et de pâtes :
- • Pompes de dosage à engrenages
- • Pompes à filer
- • Mélangeuses et doseuses et têtes de mélange

Guidages à billes pour des mouvements linéaires et rotatifs sans jeu dans les domaines suivants :
- • Construction mécanique
- • Mécanique de précision
- • Optique
- • Électronique
- •Et de nombreux autres secteurs








As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.
Poste de mesure CNC pour vilebrequins et arbres à cames

Le besoin en postes de mesure de contours et de rugosité continue d'augmenter - tout comme le souhait de nombreux utilisateurs d'automatiser les processus de mesure. Mahr propose de nombreuses possibilités de configuration, comme l'addition de quelques composants suffit à transformer un poste de mesure de surface standard en un poste de mesure CNC performant. "Cela est possible d'une part grâce aux axes et aux composants matériels, d'autre part la programmation est facilement réalisable avec le logiciel standard basé sur MarWin via l'assistant de mesure", explique Karl-Heinz Gödecke, ingénieur d'application chez le spécialiste de la mesure de Göttingen. "De nombreuses applications peuvent être exécutées par des postes de mesure CNC configurés de cette manière, notamment les mesures sur plusieurs pièces dans des logements de palettes ou les mesures sur la pièce sans changement de serrage". Les exigences dépassant ce cadre – par exemple un degré d'automatisation plus élevé, un confort de changement de bras de palpage, une extension individuelle des axes – sont résolues par la ligne de machines de mesure CNC avec le logiciel MarSurf Xp.
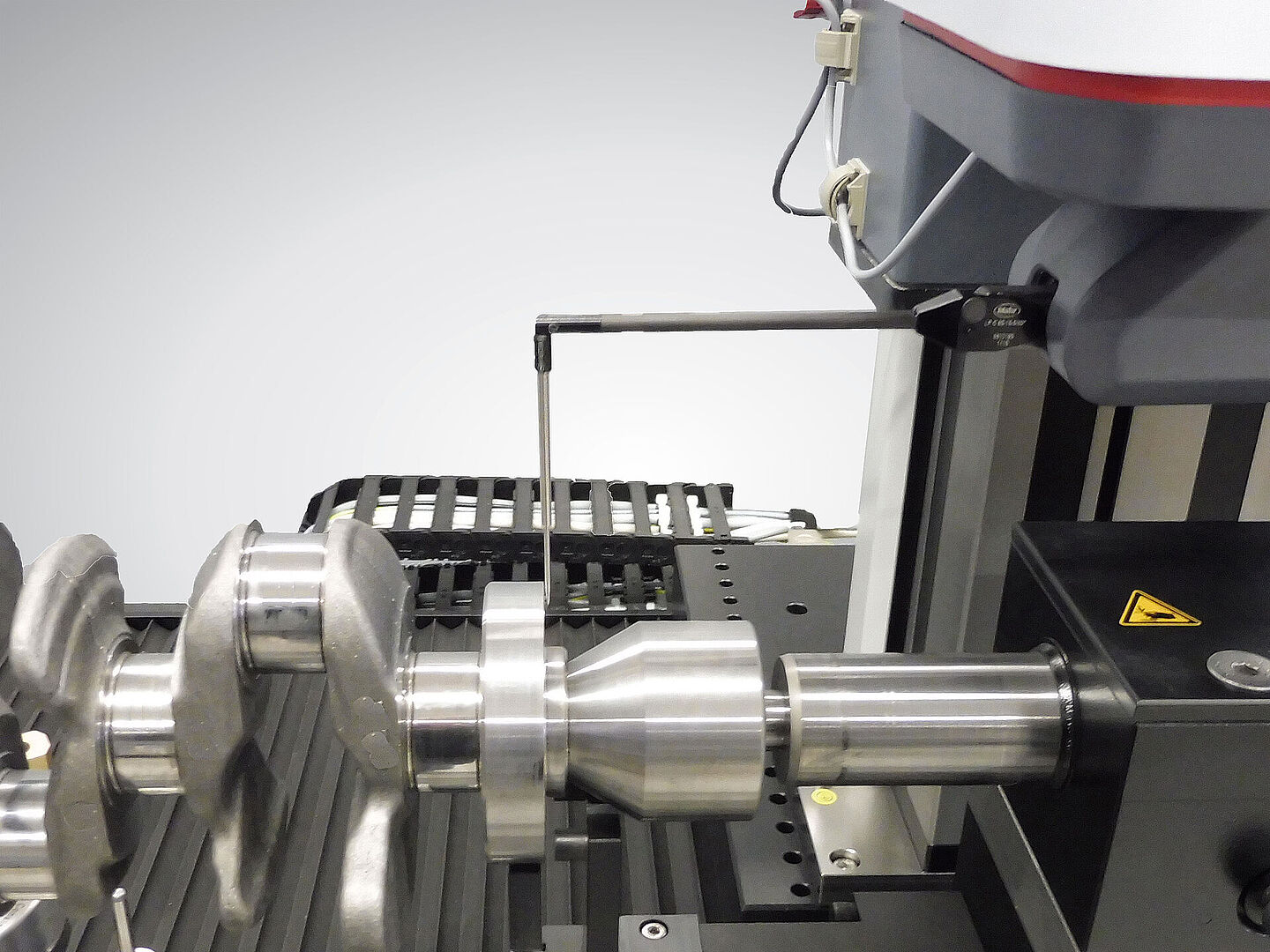
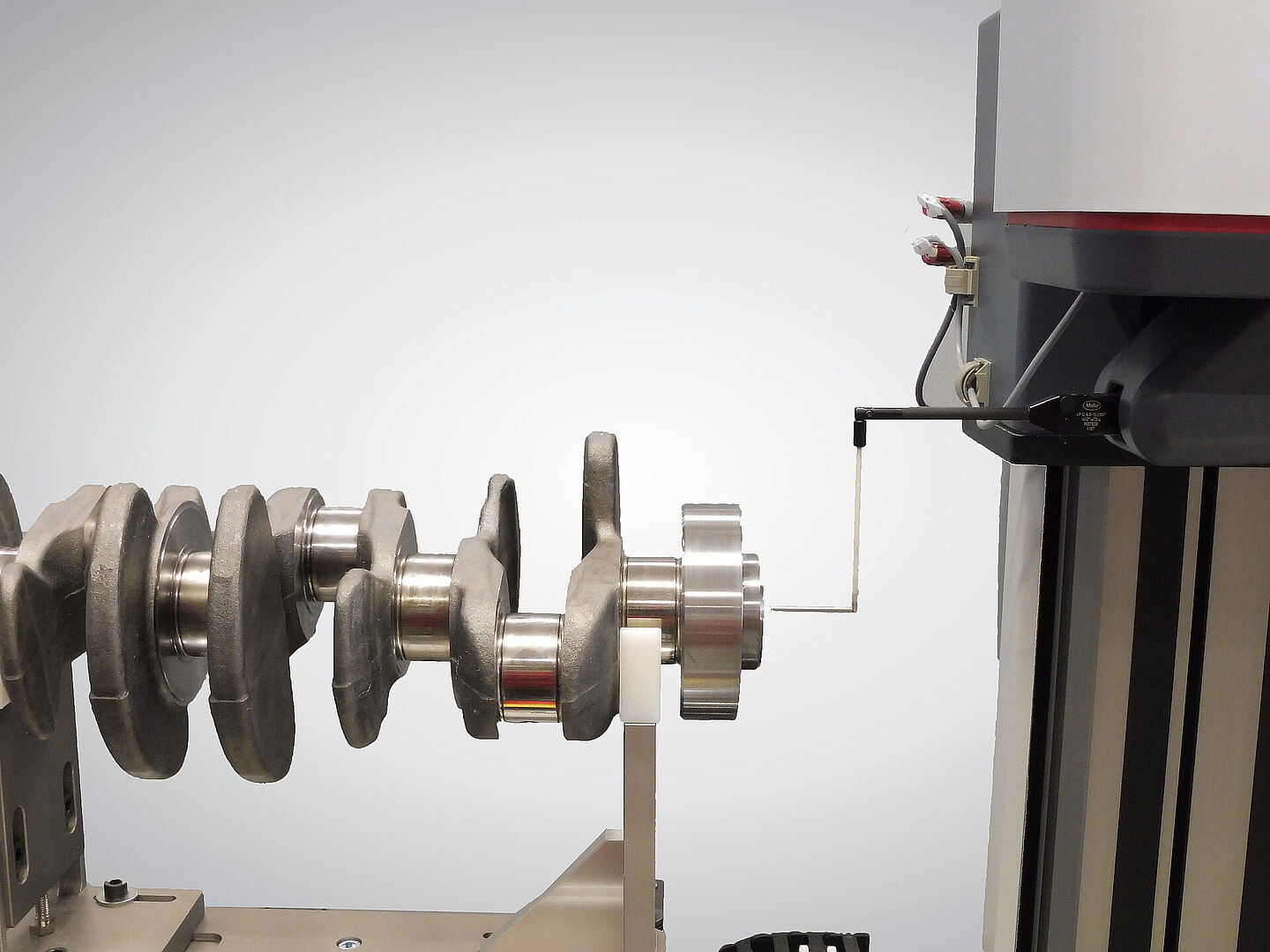
Mesure des contours à l'extrémité des paliers
il est par exemple possible, avec une seule mesure sur le poste de mesure CNC, de mesurer aussi bien les valeurs caractéristiques de rugosité, l'ondulation et la proportion de matière que les rayons, les distances, les angles, la rectitude, le parallélisme et le bombé. Le poste de mesure détermine automatiquement les erreurs de serrage radial et les erreurs de position X et les compense. Ensuite, les mesures des paliers principaux et des paliers de levage sont effectuées de manière entièrement automatique. Les axes CNC se déplacent d'eux-mêmes vers tous les points de mesure dans le serrage correspondant. Cela permet de réduire le temps passé par les opérateurs jusqu'à 95% par rapport à un poste de mesure manuel.

L'appareil d'avance LD 130 intégré dans le poste de mesure CNC peut être incliné de 45 degrés avec l'axe de rotation du support de mesure afin de mesurer de manière optimale la transition du roulement dans la zone du bord et de la joue. Le système anti-collision installé dans et sur l'appareil d'avance LD 130 assure, avec le bras de palpage maintenu magnétiquement et ses points de contact électriques, une protection fiable contre les collisions. Dans la position de serrage horizontale dans des prismes, la rugosité et le contour sont mesurés dans l'alésage du vilebrequin. Dans la position de serrage verticale, en revanche, les valeurs caractéristiques de rugosité, les distances et les rayons des joues de vilebrequin peuvent être mesurés.
Mesurer après une courte formation avec le programme "CNCplus"
Après une courte formation, les opérateurs sont déjà en mesure de contrôler les pièces rapidement et de manière fiable. Le programme CNCplus les aide en leur fournissant des indications concrètes et des images concernant le déroulement de la mesure. Le plan de contrôle correspondant peut être appelé automatiquement sur la base des données de la pièce. "Les données sont soit sélectionnées dans des listes, soit générées par la lecture du code DMC. Cela garantit que le plan de contrôle attribué et les données de protocole et d'exportation correctes sont automatiquement chargés", résume Gödecke.
L'administrateur a en outre la possibilité de sélectionner les données de contrôle, les lieux de mesure ainsi que les caractéristiques à contrôler. Ainsi, les mesures peuvent être exécutées rapidement après la configuration. Avant le lancement de la mesure, le processus de mesure est automatiquement optimisé de sorte qu'il en résulte des cycles de contrôle minimaux. Le programme CNCplus est configuré en fonction des processus de fabrication et des interdépendances dans les cycles de production, de sorte que la structure du menu reflète le processus de fabrication spécifique au client et que l'exportation des données soit adaptée aux exigences individuelles. Les utilisateurs trouvent donc des structures de fabrication connues et sont familiarisés dès le début avec la structure des menus du programme.
Gagner du temps et de l'argent
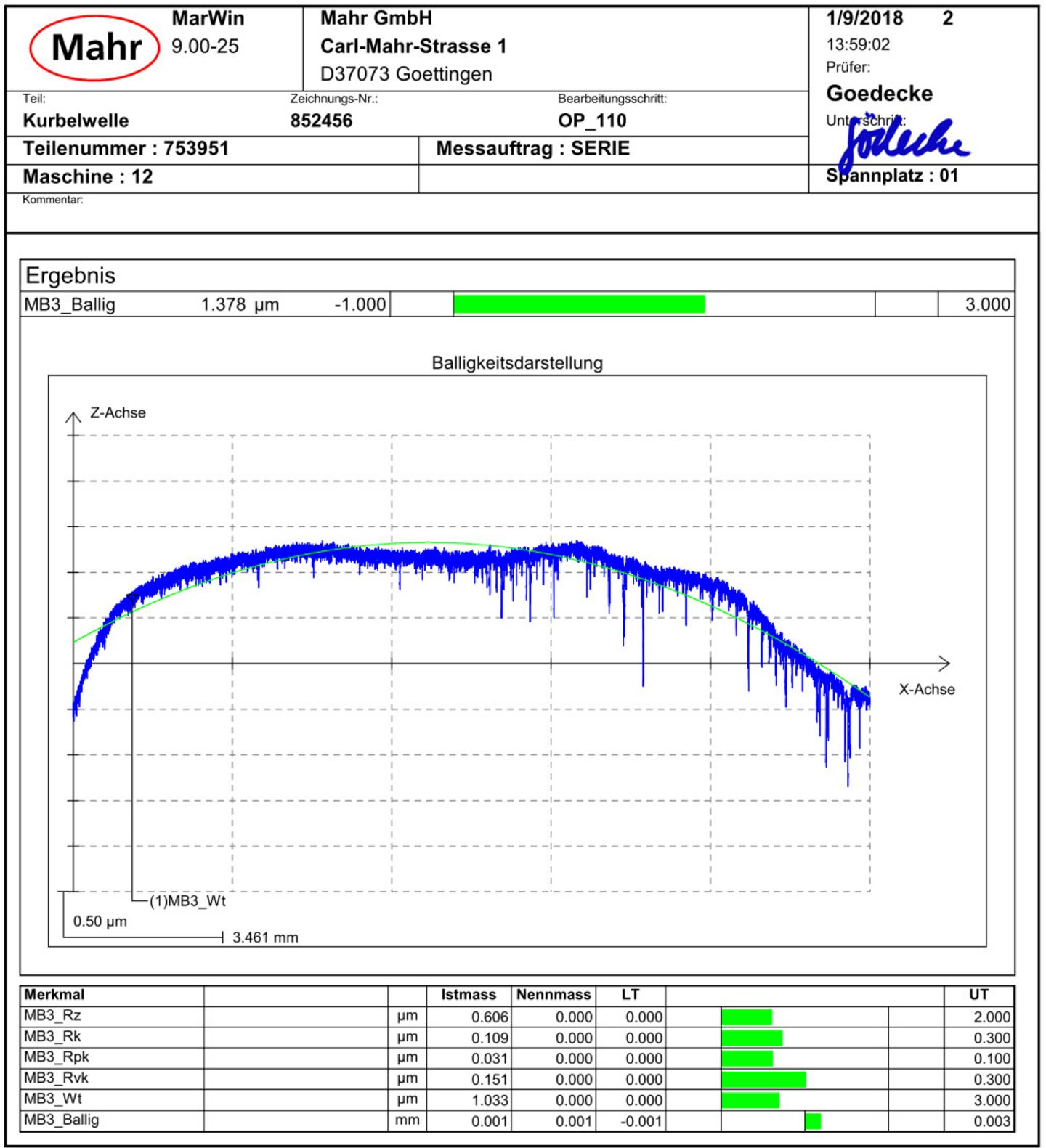
Grâce aux processus de mesure entièrement automatisés, l'opérateur n'a qu'à serrer le vilebrequin dans le logement et à lancer le programme. Par rapport à un poste de mesure manuel, il est possible d'économiser jusqu'à 90% de personnel pour le contrôle de l'arbre : Le temps de contrôle typique des paliers et des rayons d'un vilebrequin à 4 cylindres mesuré manuellement avec 60 caractéristiques est d'environ 2,5 heures. En comparaison, le même vilebrequin est réalisé automatiquement en 30 minutes avec le banc de mesure CNC, ce qui est 80% plus rapide. Pour mesurer le bombé des différents points d'appui, le profil est enregistré sur toute la largeur d'un roulement, puis la zone d'évaluation est calculée automatiquement en fonction de l'inscription sur le dessin. Enfin, le bombé est mesuré dans cette zone.
Tâches de mesure
- Rugosité et rugosité à cœur
- Proportion de matériau
- Ondulation
- Rectitude
- Bombé
- Distances, rayon, angle, position
- Déviation de forme de ligne
- Contrôle de tolérance et de tolérance cumulée