Wysokiej jakości technika pomiarowa do kontroli jakości w hali pomiarowej, produkcji, przy dostawach towarów i rozwoju
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innowacyjna technika pomiarowa dla szerokiego zakresu zastosowań:
- • Długość i średnica
- • Powierzchnia i kontur
- • Kształt i położenie
- • Zęby kół zębatych i wały

Precyzyjne mieszanie i dozowanie płynów i past:
- • Pompy zębate dozujące
- • Pompy do produkcji włókien
- • Maszyny mieszająco-dozujące oraz głowice mieszające

Prowadnice z łożyskami kulkowymi do bezluzowych ruchów liniowych i obrotowych w:
- • Budowa maszyn
- • Inżynieria precyzyjna
- • Optyka
- • Elektronika
- • i wielu innych branżach








As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.
Ulepszone standardy interfejsu

Kiedy wkładasz kartkę papieru do drukarki, nie zastanawiasz się nad tym dwa razy: Rozmiar papieru pasuje do drukarki, a drukarka do papieru. Nie jest to przypadek, lecz wynik zastosowania normy. Według danych Niemieckiego Instytutu Normalizacyjnego (DIN), obecnie w Niemczech obowiązuje około 34 000 norm. Dostarczają one producentom i konsumentom ważnych zasad, określają normy dla produktów i procesów oraz tworzą jasne kryteria - często nawet na skalę światową.
Trzy części nowych norm ISO 21920 Profile stanowią ważny element międzynarodowej koncepcji normalizacji Geometrycznych Specyfikacji Wyrobów (system GPS), która jest rozwijana od prawie 25 lat. Po opublikowanych już normach dotyczących określania właściwości powierzchni, serii norm DIN EN ISO 25178, odpowiednie normy dotyczące profili są teraz dostępne również w zaktualizowanej wersji w postaci normy DIN EN ISO 21920. Poprzednie normy dotyczące profilu
- ISO 4287:1997-04 "Charakterystyki".
- ISO 4288:1996-08 "Warunki pomiarowe".
- ISO 13565-1 do 3 "Element nośny".
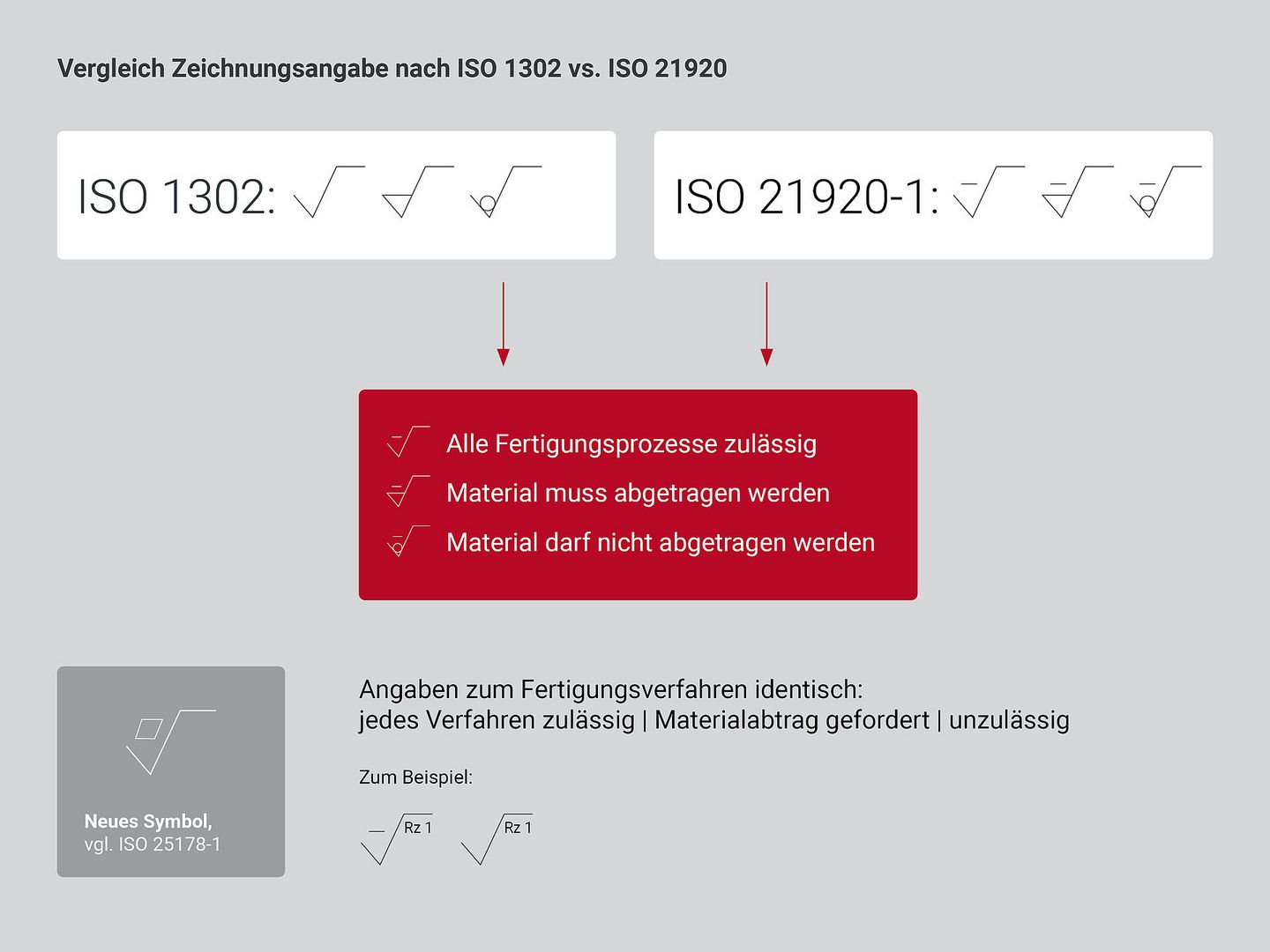
- ISO 1302:2002-02 "Specyfikacje rysunkowe
są wycofywane. "Nie obejmują one już wszystkich możliwości nowoczesnych przyrządów pomiarowych - na przykład dlatego, że do tej pory nie oferowały znormalizowanych procedur dla optycznych przyrządów pomiarowych. Ponadto nie zawsze odpowiadały one aktualnej praktyce przemysłowej, a w niektórych przypadkach zawierały niejasne definicje niektórych charakterystycznych algorytmów" - wyjaśnia Heinz-Joachim Kedziora, kierownik działu rozwoju metrologii powierzchni w firmie Mahr. Jest on również odpowiedzialny na arenie międzynarodowej jako kierownik projektu trzeciej części nowej normy, a także podjął się tego zadania w odniesieniu do pierwszej części normy, która ma powstać latem 2021 r. "Norma DIN EN ISO 12085 ("Motif") pozostanie; w międzyczasie rozpoczęto rewizję normy DIN EN ISO 3274 ("Stylus")".
Aktualizowanie i optymalizacja
Ze względów historycznych niektóre z poprzednich norm miały zupełnie inne numery. Obejmowały one zakres od "ISO 3274:1996-12 Przyrządy pomiarowe", przez "ISO 4287:1997-04 Charakterystyki", po "ISO 4288:1996-08 Warunki pomiaru" - aby wymienić tylko kilka z nich. Od tej pory będą one streszczone w nowej normie DIN ISO 21920. Obejmuje on cały proces - od projektu, przez produkcję, po kontrolę jakości - w trzech częściach. Pierwsza część (ISO 21920-1) dotyczy produkcji i specyfikacji, tj. "zapisów rysunkowych". Część 2 (ISO 21920-2) definiuje parametry, a Część 3 (ISO 21920-3) formułuje warunki sprawdzania tych parametrów na końcu.
Część 1: Rysowanie zapewnia funkcje komponentu
Część 1 zastępuje poprzednią normę ISO 1302 i obejmuje procesy związane z zapisami rysunkowymi, które projektant określa dla produkcji części. Najważniejsza zmiana: od tej pory tylko rysunek jest podstawą do określenia warunków, w jakich sprawdzany jest wyprodukowany element. "Nawet jeśli projektant opracuje coś szczególnie skomplikowanego, część 1 określa, w jaki sposób musi on określić przedmiot obrabiany, bez dodawania wolnego tekstu. W ten sposób możliwe jest, że sama specyfikacja zapewnia funkcjonalność komponentu" - wyjaśnia Heinz-Joachim Kedziora. Przykład: Jeśli więc określa się tylko parametr "Ra" oraz jego wartość, to w wielu przypadkach nie ma pewności, że specyfikacja ta jest zgodna z funkcjonalnym zachowaniem części. Istnieją parametry bardziej złożone i mniej złożone. Ponadto w części 1 wprowadzono nowe terminy dotyczące parametrów powierzchni:
| Termin | Skrót | Objaśnienie |
| Długość oceny | le | "długość obliczeniowa" - część odległości pomiarowej, która jest obliczana; zastępuje lmlub ln. |
| Indeks zagnieżdżania | Nic, Nis | "długość fali odcięcia" przydatna tylko w przypadku filtrów liniowych; zastępuje λc i λs. |
| Filtr o profilu S | Filtr Profile-S usuwa składowe krótkofalowe (dolnoprzepustowy); w przypadku charakterystyki chropowatości filtr Nis("filtr λs") usuwa składowe bardzo krótkofalowe, które nie należą do profilu R. W przypadku charakterystyki tętnieńfiltr Nic("filtr λc") usuwa składowe krótkofalowe, które należą do profilu R, a nie do profilu W. | |
| Filtr profilowy L | Filtr profilu L usuwa składowe długofalowe (górnoprzepustowy); w przypadku charakterystyki chropowatościfiltr Nic("filtr λc") usuwa składowe długofalowe, które nie należą do profilu R. | |
| Długość odcinka | lsc | "długość odcinka" dla wartości charakterystycznych obliczanych z odcinków profilu, np. Rz, Rp, Rv; zastępuje termin "pojedynczy odcinek pomiarowy". |
| Liczba sekcji | nsc | "liczba odcinków"; zastępuje określenie "liczba poszczególnych odcinków pomiarowych". |
Ważne dla wszystkich użytkowników: nowa norma ma zastosowanie tylko do nowych rysunków. Rysunki ze starszą datą zachowują ważność zgodnie z poprzednią normą.
Nowością są również symbole wprowadzone w celu zapewnienia jednoznacznego odniesienia do rysunku zgodnie z normą DIN EN ISO 21920-1:
Część 2: Projektanci są poszukiwani
Druga część nowej normy ISO 21920 dotyczy relacji między parametrami i funkcjami komponentów. Jest to najbardziej obszerna i prawdopodobnie najtrudniejsza część, która zastępuje poprzednią normę ISO 4287. "Opisano tu ponad 100 parametrów, które oferują projektantom ogromny zestaw narzędzi. W przyszłości uczniowie będą proszeni o wybranie odpowiedniego parametru z tej części. Doświadczenie pokazuje, że wielu użytkowników ma trudności z wyborem, ponieważ ten temat nie jest przedmiotem szkoleń" - mówi kierownik działu rozwoju.
W przypadku parametrów obliczanych na podstawie elementów profilu (= góra i dolina w profilu) występowały większe niepewności pomiarowe, ponieważ elementy profilu były opisane, ale nie były szczegółowo zdefiniowane, zwłaszcza w przypadkach granicznych. Zostało to obecnie znacznie poprawione. Producenci technologii pomiarowych nie są jednak zmuszeni do programowania wszystkich tych parametrów w urządzeniu lub oprogramowaniu, ponieważ niektóre z nich odgrywają rolę tylko w skali regionalnej.
Część 3: Jak uzyskać prawidłowy wynik
W części 3 określono warunki, zgodnie z którymi lub na podstawie których wykonuje się pomiary. Zastępuje ona poprzednią normę ISO 4288 i zajmuje się tematem "Specyfikacja i weryfikacja" - tzn. wymaganiami dotyczącymi procedur pomiarowych i ich prawidłowej realizacji. Część 3definiuje zatem przypadek domyślny. Oznacza to, że jeśli na rysunku nie podano wyraźnych specyfikacji, zastosowanie ma to, co zapisano w normie - tzn. wszystko, co nie musi być wyraźnie określone.
"Ta część dotyczy więc nie tylko warunków pomiaru, ale także dodatkowych czynników, które należy wziąć pod uwagę, aby uzyskać prawidłowy wynik. Dlatego w tej części nie ma reguł, jak coś zmierzyć, a jedynie opis pełnego operatora specyfikacji" - wyjaśnia Kedziora. Specyfikacja jest teoretycznie idealna i jednoznaczna. Zgodnie z normą ISO 8015, "Operator weryfikacji jest fizyczną implementacją operatora specyfikacji. Może wykonywać dokładnie te same operacje w tej samej kolejności (wtedy niepewność proceduralna jest równa zero) lub może wykonywać inne operacje lub wykonywać operacje w innej kolejności (wtedy niepewność proceduralna nie jest równa zero)".
Dlatego w celu weryfikacji wystarczy określić niepewność, co w praktyce nie jest łatwe. Jako przykład można podać filtr gaussowski: Jeżeli w standardowym przypadku specyfikacja zakłada, że odstęp między punktami profilu wynosi 0,5 µm, nie jest zabronione stosowanie większego lub mniejszego odstępu między punktami w celu weryfikacji; użytkownik musi to uwzględnić przy szacowaniu niepewności pomiaru.
Wniosek: Rozszerzone możliwości opisów funkcji
Dla większości użytkowników nowa norma nic nie zmienia. Oferuje ona jedynie rozszerzone możliwości opisów funkcjonalnych, na przykład w procesach wytwarzania przyrostowego, gdzie czasami wymagane są nowe struktury lub nowe filtry.
Inaczej niż w przeszłości, o ustawieniu filtra nie decyduje już przedmiot obrabiany, lecz powiązany z nim rysunek. Zwiększa to wiarygodność decyzji, czy badana powierzchnia spełnia wymagania, czy nie. Nie ma już potrzeby przeprowadzania czasochłonnej - i w praktyce rzadko przestrzeganej - procedury badania powierzchni przedmiotu zgodnie z normą DIN EN ISO 4288, w tym subiektywnej oceny, czy profil jest okresowy czy aperiodyczny.
Ogólnie rzecz biorąc, w nowym standardzie położono duży nacisk na ciągłość. "Najważniejsze jest to, że słabe punkty starego standardu - takie jak nieczyste i niepraktyczne definicje - zostały wyeliminowane. Tam, gdzie stara norma dawała rozsądne wyniki, odnosi się to również do nowej normy. Tam, gdzie stary standard był zamazany, nowy jest ostrzejszy" - podsumowuje kierownik ds. rozwoju Kedziora. "Dzięki ciągłości, dzięki której wszystko, co sprawdziło się w praktyce przemysłowej, zostało zachowane w nowej normie profilowej, użytkownicy mogą również kontynuować pomiary zgodnie z normą za pomocą swoich dotychczasowych urządzeń pomiarowych".
Obecnie Niemiecki Instytut Normalizacyjny (DIN) opracowuje normy krajowe DIN EN ISO 21920-1, -2 i -3. Zaleca się wycofanie z obiegu wydań DIN EN ISO 21920-1, -2 i -3, które zostały już opublikowane jako wczesne wersje robocze w 2020 roku, ponieważ w dyskusji międzynarodowej do ostatecznej wersji serii norm wprowadzono jeszcze zmiany.

Wskazówka:
Firma Mahr poświęca nowemu standardowi ISO 21920 obszerne seminarium internetowe pod nazwą "Nowy standard powierzchni". W jasny i szczegółowy sposób wyjaśniamy, co nowy standard ma do zaoferowania technikom pomiarowym i użytkownikom. > Wyświetl seminarium
Zmiany w skrócie:
- Niewiele nowych terminów
- Nowy symbol dla specyfikacji
- Domyślną regułą akceptacji tolerancji jest reguła wartości maksymalnej ("reguła maks.").
- Wartości reguł są oparte na specyfikacji (zapis rysunku), a nie na szacunkowych wartościach określonego parametru. W rezultacie przypisanie indeksu zagnieżdżania jest nieco przesunięte w zależności od podanej wartości Ra lub Rz.
- Jeśli nie określono inaczej, weryfikacja odbywa się w miejscu określonego elementu geometrii, w którym należy oczekiwać maksymalnych wartości; należy uwzględnić niedoskonałości, takie jak rysy lub pory.
- Brak rozróżnienia między profilami okresowymi i aperiodycznymi
- Wartości charakterystyczne są (z kilkoma wyjątkami) określane przez odległość oceny.
- Tylko kilka wartości charakterystycznych, np. Rz, Rp, Rv, jest określanych za pomocą odcinków profilu (nie używa się już terminu "długość próbkowania").
- Specyfikacja granicy tolerancji następuje bezpośrednio po oznaczeniu wartości charakterystycznej.
- Uproszczona notacja do określania dwustronnych granic tolerancji
- Trzecia zasada akceptacji tolerancji: "Tmed": Wartość mediany wszystkich zmierzonych wartości musi mieścić się w określonych granicach tolerancji.
- Specyfikacja optycznych metod pozyskiwania profili jest możliwa, np. w EP OR(1).