Métrologie de haute qualité pour le contrôle de la qualité en salle de mesure, en production, à la réception des marchandises et lors du développement.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
Guidages à billes de haute précision pour des mouvements de déplacement vertical et de rotation sans jeu dans la construction mécanique et d'équipements.








Métrologie innovante pour de nombreuses applications :
- • Longueur et diamètre
- • Surface et contour
- • Forme et position
- • Dentures et arbres

Mélange et dosage précis de liquides et de pâtes :
- • Pompes de dosage à engrenages
- • Pompes à filer
- • Mélangeuses et doseuses et têtes de mélange

Guidages à billes pour des mouvements linéaires et rotatifs sans jeu dans les domaines suivants :
- • Construction mécanique
- • Mécanique de précision
- • Optique
- • Électronique
- •Et de nombreux autres secteurs








As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.
Normes améliorées pour l'interface

Lorsqu'on place une feuille de papier dans l'imprimante, on ne réfléchit pas longtemps : Le format du papier est adapté à l'imprimante, l'imprimante est adaptée au papier. Ce n'est pas un hasard, mais le résultat d'une norme. Selon le Deutsches Institut für Normung e. V. (DIN), environ 34 000 normes constituent actuellement le corpus normatif allemand. Elles donnent aux fabricants et aux consommateurs des règles importantes, établissent des standards pour les produits et les procédures et créent des critères clairs - souvent même au niveau mondial.
Et c'est ainsi que les trois parties du nouvel ouvrage standard ISO 21920 Normes de profilés constituent un élément important du concept de normes internationales élaboré depuis près de 25 ans, à savoir la spécification géométrique des produits (système GPS). Après les normes déjà publiées pour la spécification surfacique de l'état de surface, la série de normes DIN EN ISO 25178, les normes de profil pertinentes sont également disponibles dans une version actualisée avec la norme DIN EN ISO 21920. Les anciennes normes de profilés
- ISO 4287:1997-04 "Valeurs caractéristiques".
- ISO 4288:1996-08 "Conditions de mesure".
- ISO 13565-1 à 3 "Taux de port".
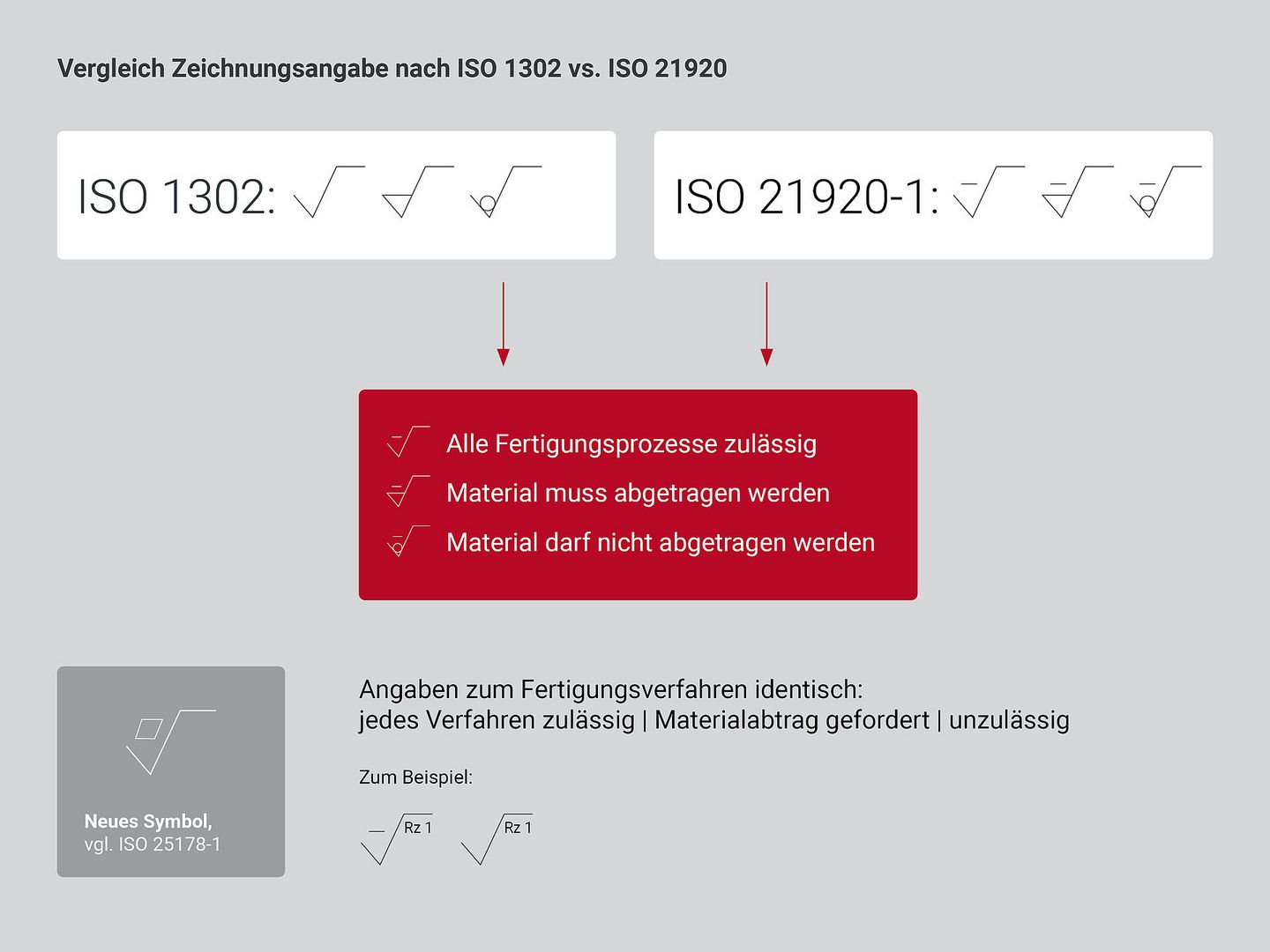
- ISO 1302:2002-02 "Inscriptions sur les plans".
sont retirées. "Elles ne couvrent plus toutes les possibilités des instruments de mesure modernes - par exemple parce qu'elles n'offraient pas jusqu'à présent de procédures standardisées pour les instruments de mesure optiques. De plus, elles ne correspondaient pas toujours à la pratique industrielle actuelle et présentaient parfois des imprécisions dans la définition de certains algorithmes de valeurs caractéristiques", explique Heinz-Joachim Kedziora, responsable du développement des techniques de mesure de surface chez Mahr. Il est en même temps responsable de la troisième partie de la nouvelle norme au niveau international en tant que chef de projet et a également repris cette tâche pour la première partie de la norme à l'été 2021. "La norme DIN EN ISO 12085 ("Motif") reste en vigueur ; la révision de la norme DIN EN ISO 3274 ("Appareil de coupe par palpage") a commencé entre-temps".
Partie 1 : le dessin assure les fonctions du composant
La partie 1 remplace l'ancienne norme ISO 1302 et comprend les processus relatifs aux entrées de dessin qu'un concepteur spécifie pour la fabrication d'un composant. Principal changement : à partir de maintenant, seul le dessin sert de base aux conditions avec lesquelles un composant fabriqué est contrôlé. "Même si un concepteur développe quelque chose de particulièrement compliqué, la partie 1 définit comment il doit spécifier la pièce sans ajouter de texte libre. De cette manière, il est possible que seule la spécification garantisse la fonction du composant", explique Heinz-Joachim Kedziora. Exemple : Ainsi, si l'on indique uniquement le paramètre "Ra" ainsi qu'une valeur, il n'est pas garanti dans de nombreux cas que cette indication soit en corrélation avec le comportement fonctionnel de la pièce. Il existe ici des paramètres plus ou moins complexes. En outre, la partie 1 comprend de nouveaux termes pour les paramètres de surface :
Mise à jour et optimisation
Pour des raisons historiques, les normes précédentes portaient parfois des numéros assez différents. Elles allaient de "ISO 3274:1996-12 Instruments de mesure" à "ISO 4287:1997-04 Caractéristiques" en passant par "ISO 4288:1996-08 Conditions de mesure" - pour n'en citer que quelques-unes. Désormais, elles sont regroupées dans la nouvelle norme DIN ISO 21920. Elle représente ainsi l'ensemble du processus - de la conception au contrôle qualité en passant par la fabrication - en trois parties. Ainsi, la première partie (ISO 21920-1) traite de la fabrication et de la spécification, c'est-à-dire des "inscriptions sur les plans". La deuxième partie (ISO 21920-2) définit les caractéristiques et la troisième partie (ISO 21920-3) formule les conditions dans lesquelles ces caractéristiques sont vérifiées à la fin.
| Terme | Abréviation | Explication |
| Longueur d'évaluation | le | "evaluation length", la partie de la distance de détection qui est évaluée ; remplace lmouln. |
| Indice d'emboîtement | Nic, Nis | "Longueur d'onde limite" utile uniquement pour les filtres linéaires ; remplace λc et λs. |
| Filtre S de profil | Le filtre Profil-S élimine les composantes à ondes courtes (passe-bas) ; pour les valeurs caractéristiques de rugosité, le filtre Nis("filtre λs") élimine les composantes à ondes très courtes qui n'appartiennent pas au profil R. Pour les caractéristiques d'ondulation, lefiltre Nic("filtre λc") élimine les composantes à ondes courtes qui appartiennent au profil R et non au profil W. | |
| Filtre L du profil | Le filtre Profil-L élimine les composantes à ondes longues (passe-haut) ; pour les valeurs caractéristiques de rugosité, lefiltre Nic("filtre λc") élimine les composantes à ondes longues qui n'appartiennent pas au profil R. | |
| Longueur de la section | lsc | "section length" pour les paramètres calculés à partir des sections du profil, par ex. Rz, Rp, Rv ; remplace le terme "section de mesure unique". |
| Nombre de tronçons | nsc | "number of sections" ; remplace le terme "nombre de sections de mesure individuelles". |
Important pour tous les utilisateurs : la nouvelle norme ne s'applique qu'aux nouveaux dessins. Les dessins datés antérieurement restent valables sous l'ancienne norme.
De même, certains symboles ont été introduits pour établir une référence claire à un dessin selon la norme DIN EN ISO 21920-1 :
Partie 2 : les concepteurs sont sollicités
La deuxième partie de la nouvelle ISO 21920 traite de la relation entre les caractéristiques et les fonctions des composants. Il s'agit de la partie la plus vaste et sans doute la plus difficile, qui remplace l'ancienne ISO 4287. "Plus de 100 grandeurs caractéristiques sont décrites ici, ce qui offre aux concepteurs une énorme boîte à outils. À l'avenir, ils devront choisir la bonne valeur caractéristique dans cette partie. L'expérience montre que le choix est difficile pour de nombreux utilisateurs, car ce sujet ne constitue pas une priorité de formation", explique le responsable du développement.
Pour les grandeurs caractéristiques calculées à partir d'éléments de profil (= une montagne et une vallée dans le profil), il y avait jusqu'à présent de plus grandes incertitudes de mesure, car les éléments de profil étaient certes décrits, mais pas clairement définis dans le détail, notamment dans les cas limites. Cela a maintenant été nettement amélioré. Les fabricants de matériel de mesure ne sont toutefois pas obligés de programmer tous ces paramètres dans un appareil ou un logiciel, car certains d'entre eux ne jouent un rôle que sur le plan régional.
Partie 3 : Comment parvenir à un résultat valable ?
La partie 3 définit les conditions selon ou sous lesquelles les mesures sont effectuées. Elle remplace l'ancienne norme ISO 4288 et traite du thème "Specification and Verification" - c'est-à-dire des exigences relatives aux méthodes de mesure et de leur mise en œuvre correcte. La partie 3définit ainsi le cas par défaut. Cela signifie que si aucune indication explicite n'est donnée dans le dessin, c'est ce qui est écrit dans la norme qui s'applique - c'est-à-dire tout ce qui ne doit pas être spécifié explicitement.
"Dans cette partie, il ne s'agit donc pas seulement des conditions de mesure, mais aussi des facteurs supplémentaires à prendre en compte pour arriver à un résultat valide. C'est pourquoi il n'y a pas de prescriptions sur la manière de mesurer quelque chose dans cette partie, mais seulement la description d'un opérateur de spécification complet", explique Kedziora. La spécification est théoriquement idéale et univoque. Selon la norme ISO 8015, "l'opérateur de vérification est l'implémentation physique de l'opérateur de spécification. Il peut posséder exactement les mêmes opérations dans le même ordre (dans ce cas, l'incertitude de procédure est nulle) ou il peut posséder des opérations différentes ou effectuer les opérations dans un ordre différent (dans ce cas, l'incertitude de procédure n'est pas nulle)".
Pour la vérification, on indique donc simplement l'incertitude, ce qui n'est généralement pas facile dans la pratique. Prenons comme exemple l'utilisation du filtre gaussien : Si, dans le cas standard, la spécification part d'une distance entre les points du profil de 0,5 µm, il n'est pas interdit d'utiliser une distance entre les points plus grande ou plus petite lors de la vérification ; l'utilisateur doit alors en tenir compte lors de l'estimation de l'incertitude de mesure.
Conclusion : des possibilités étendues pour les descriptions de fonctions
Pour la plupart des utilisateurs, la nouvelle norme ne change absolument rien. Elle offre seulement des possibilités élargies de description des fonctions, par exemple pour les procédés de fabrication additive, qui nécessitent parfois de nouvelles structures ou de nouveaux filtres.
Contrairement à ce qui se passait auparavant, ce n'est plus la pièce qui détermine le réglage du filtre, mais le dessin correspondant. Cela permet d'augmenter la fiabilité de la décision de savoir si la surface contrôlée répond ou non aux exigences. Il n'est plus nécessaire de recourir à la procédure complexe - et peu respectée dans la pratique - prévue par la norme DIN EN ISO 4288 pour contrôler la surface d'une pièce, y compris l'évaluation subjective de la périodicité ou de l'apériodicité d'un profil.
Dans l'ensemble, une grande importance a été accordée à la continuité dans la nouvelle norme. "En fin de compte, on peut dire que les points faibles de l'ancienne norme - comme les définitions peu rigoureuses et impraticables - ont été supprimés. Là où l'ancienne norme donnait des résultats raisonnables, cela vaut également pour la nouvelle norme. Là où l'ancienne norme était floue, la nouvelle norme est plus précise", résume le directeur du développement Kedziora. "En raison de la continuité grâce à laquelle tout ce qui a fait ses preuves dans la pratique industrielle a été conservé dans la nouvelle norme de profil, les utilisateurs peuvent continuer à effectuer des mesures conformes à la norme avec leurs appareils de mesure déjà existants".
Actuellement, l'Institut allemand de normalisation (DIN) élabore les normes nationales DIN EN ISO 21920-1, -2 et -3. Il est vivement recommandé de retirer de la circulation les éditions DIN EN ISO 21920-1, -2 et -3 publiées en tant que premiers projets dès 2020, car des modifications ont encore été apportées dans les discussions internationales jusqu'à la version finale de la série de normes.

Conseil :
Sous le nom de "Nouvelle norme de surface", Mahr consacre un webinaire complet à la nouvelle norme ISO 21920. Il explique de manière claire et détaillée ce que la nouvelle norme réserve aux techniciens de mesure et aux utilisateurs. > Voir le séminaire
Les changements en un coup d'œil :
- Peu de nouveaux termes
- Nouveau symbole pour la spécification
- La règle d'acceptation de la tolérance par défaut est la règle de la valeur maximale ("règle max").
- Les valeurs de la règle sont basées sur la spécification (enregistrement du dessin) et non sur des valeurs estimées de la grandeur caractéristique spécifiée. De ce fait, l'attribution de l'indice d'emboîtement est légèrement décalée en fonction de la valeur Ra ou Rz spécifiée.
- Si rien d'autre n'est spécifié, la vérification est effectuée à l'endroit de l'élément géométrique spécifié où les valeurs maximales sont attendues ; les imperfections telles que les rayures ou les pores doivent être prises en compte.
- Pas de distinction entre les profils périodiques et apériodiques.
- Les valeurs caractéristiques sont définies (à quelques exceptions près) par la distance d'évaluation.
- Seules quelques valeurs caractéristiques, par ex. Rz, Rp, Rv, sont définies par des sections de profil (le terme "sampling length" ou "distance de mesure individuelle" n'est plus utilisé).
- La spécification de la limite de tolérance suit immédiatement la désignation de la valeur caractéristique.
- Écriture simplifiée pour la spécification des limites de tolérance bilatérales.
- Une troisième règle d'acceptation de la tolérance : "Tmed" : La valeur médiane de toutes les valeurs mesurées doit se situer dans les limites de tolérance spécifiées.
- Il est possible de spécifier des méthodes optiques pour l'acquisition de profils, par exemple EP OR(1).