Magas színvonalú méréstechnika a minőségellenőrzéshez a mérőszobában, a termelésben, az árubeérkezésnél vagy fejlesztésnél.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innovatív méréstechnika sokoldalú alkalmazásokhoz:
- • Hossz és átmérő
- • Felület és kontúr
- • Alak és helyzet
- • Fogazás és tengelyek

Folyadékok és paszták pontos keverése és adagolása:
- • fogaskerekes adagolószivattyúk
- • szivattyúk szálgyártáshoz
- • keverő- és adagológépek és keverőfejek

Golyós vezetékek holtjátékmentes lineáris és forgómozgásokhoz:
- • gépgyártásban
- • precíziós technikában
- • optikában
- • elektronikában
- • és sok további szakterületen







Nemzetközi szinten működő vállalatként a Mahrnak vannak szabadalmai nemcsak Németországban, hanem az egész világon is.

Központosítási hibák és aszférikus elemek dőlésének meghatározása

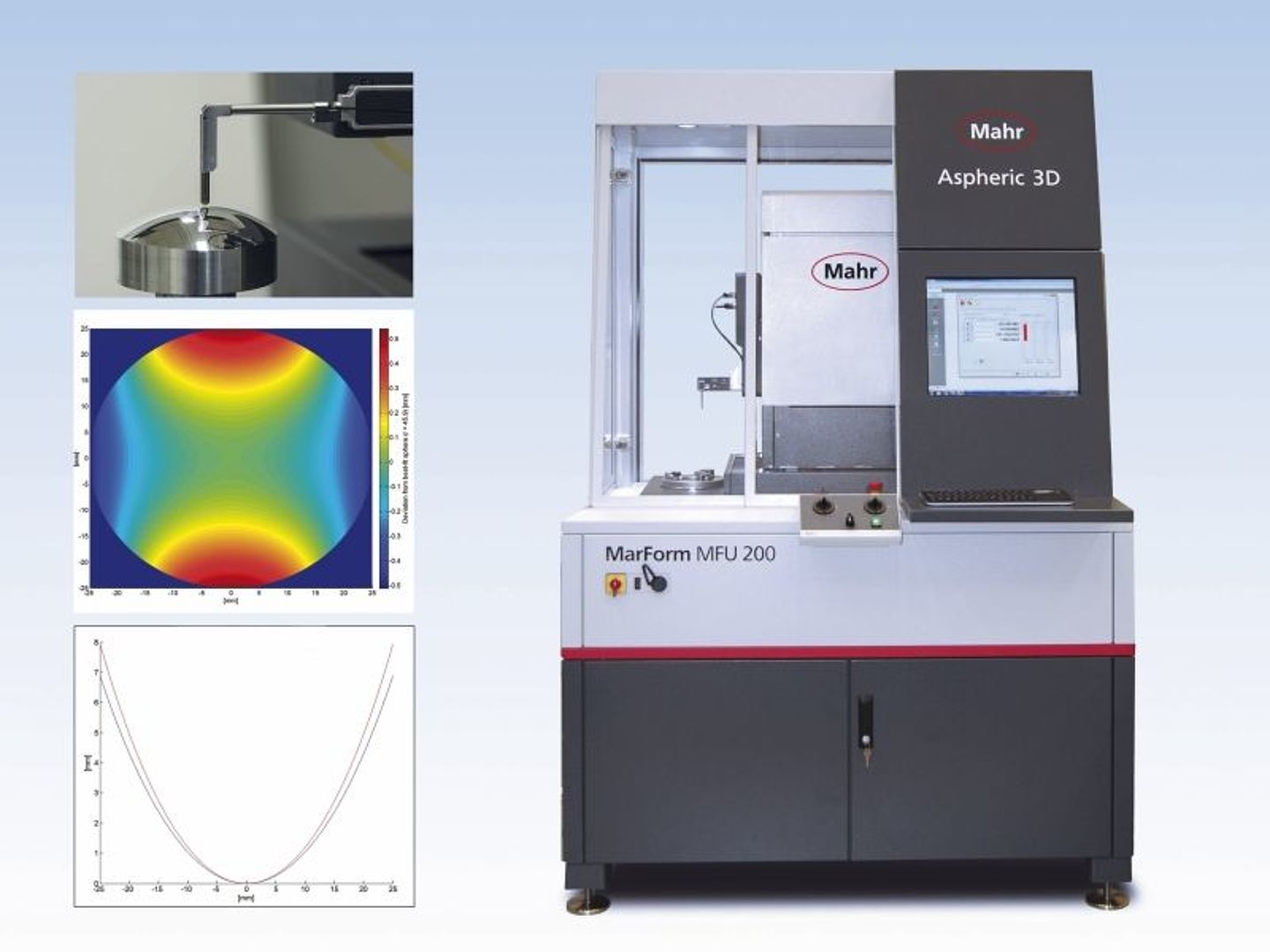
MarWin Aspheric 3D szoftvercsomag
A csomag a MarForm MFU 200-zal együtt lehetőséget kínál az optikai komponensek, pl. aszférikus elemek topográfiájának mérésére.
Mérési elv
A 3D méréshez egy folyamatban két 90°-kal elforgatott lineáris profil mérése történik a lencse tetőpontján. Ezután több koncentrikus körprofil kerül felvételre a C tengely elforgatásával. Ezek a mérési pontok a topográfia létrehozásához használatosak. A tapintókar szabad pozícionálhatósága lehetővé teszi a megszakadt felületek mérését.
Természetesen egy gyors 2D mérés is felvehető egy tapintási szakasszal a lencse tetőpontján.
A mérőállomás rezgéscsillapított kabinban történő használatával a zavaró külső hatások, a vibráció és a mérendő tárgy szennyeződése megelőzhető.
Mérési folyamat
A mérés előtt válassza ki az előírt alaktípust, és állítsa be az elvárt lencse előírt paramétereit. A következő lépésben a mérési adatok felvételre, majd összehasonlításra kerülnek a lencse előírt adataival.
RMS érték, PV érték és emelkedési hiba (Slope Error) jellemző értékek jelennek meg.
A szoftverben az aszférikus elemekhez az egyes paraméterek (pl. az R0 görbületi sugár, a k kúpos állandó és az Ai aszférikus együttható) az előírt és a fit aszférikus elemek illesztésekor a mérési eredményekhez illeszthetők.
A meghatározott mérési értékek és az előírt lencse közötti különbözeti topográfia színes kódolású magassági képként kerül kiadásra. A 2D metszetek és a különbözeti topográfia ekkor az ismert formátumokban exportálható a megmunkáló gép részére.
A szférikus és aszférikus elemek fent említett leírás szerinti mérése mellett más forgásszimmetrikus objektumok is mérhetők és értékelhetők az előírt alak, pl. a kúpmetszet- és nyílmagasság-leírás, ill. a 3D pontfelhő segítségével.
Kombinált optikai-tapintó mérés
Egy lencse optikai teljesítőképességének pontos vizsgálatához és biztosításához gyakran szükséges a felületgeometria mellett az első oldal, a hátoldal és a szél közötti relációk mérése is.
Ezen paraméterek meghatározásának egyik módja az, ha az egyik, pl. aszférikus felület optikai tengelyét a lencse szélének mechanikus tengely helyzetéből és hátoldal arra vonatkozó billentéséből képezzük. A teljes mérési folyamat egy befogásban, teljesen automatikus mérési folyamatban és különböző tapintórendszerek használatával zajlik.
Kattintson itt az alkalmazás szövegének letöltéséhez, amely az optikai felületek alakjára és helyzetére vonatkozóan megmutatja a komplex mérési feladatok gyors és teljes méréséhez vezető utat.