Wysokiej jakości technika pomiarowa do kontroli jakości w hali pomiarowej, produkcji, przy dostawach towarów i rozwoju
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innowacyjna technika pomiarowa dla szerokiego zakresu zastosowań:
- • Długość i średnica
- • Powierzchnia i kontur
- • Kształt i położenie
- • Zęby kół zębatych i wały

Precyzyjne mieszanie i dozowanie płynów i past:
- • Pompy zębate dozujące
- • Pompy do produkcji włókien
- • Maszyny mieszająco-dozujące oraz głowice mieszające

Prowadnice z łożyskami kulkowymi do bezluzowych ruchów liniowych i obrotowych w:
- • Budowa maszyn
- • Inżynieria precyzyjna
- • Optyka
- • Elektronika
- • i wielu innych branżach







As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.
Określenie błędu centrowania i nachylenia asfer
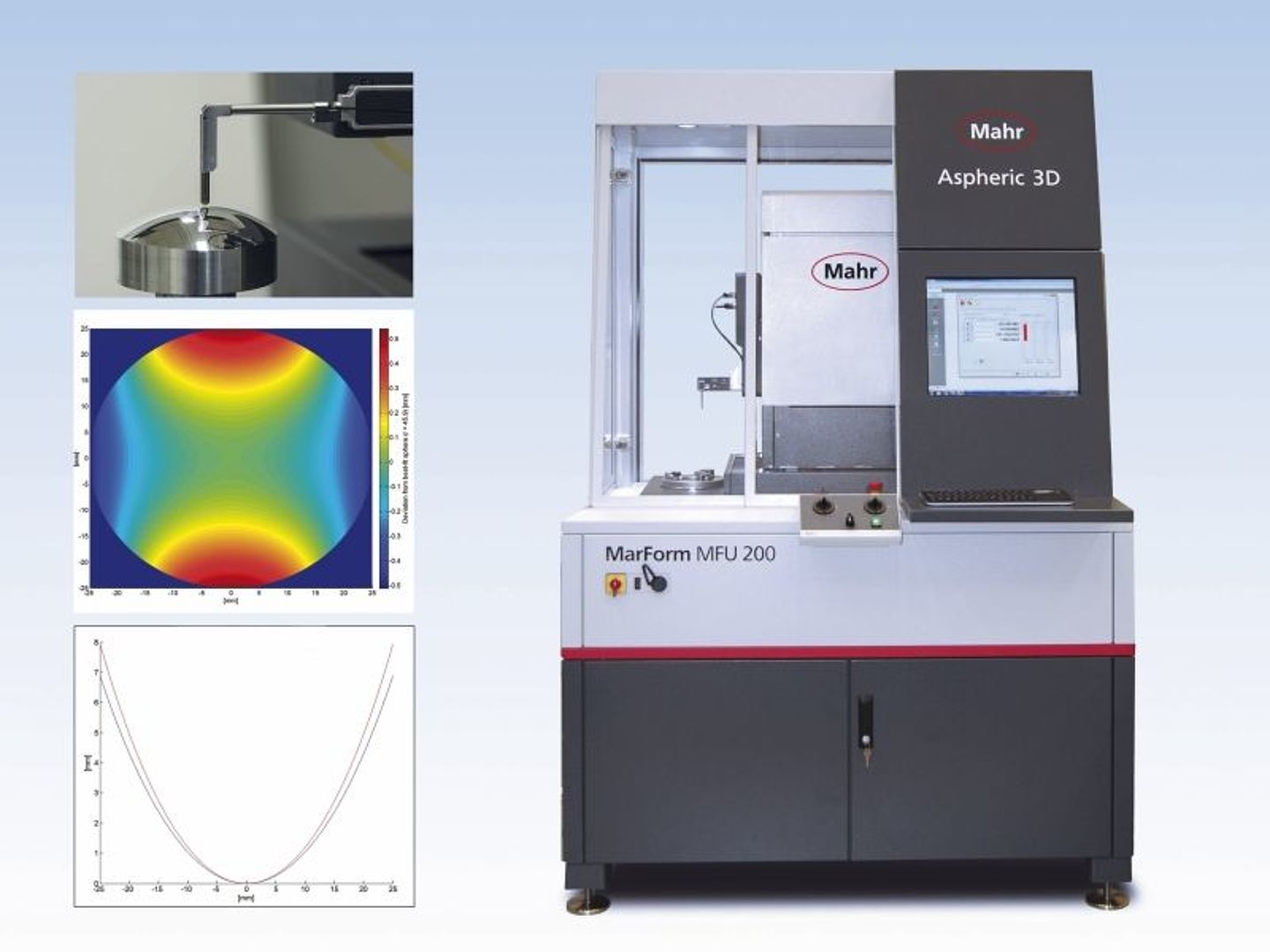
Pakiet oprogramowania MarWin Aspheric 3D
Pakiet w połączeniu z MarForm MFU 200 umożliwia pomiary topografii komponentów optycznych, np. asferycznych.
Zasada pomiaru
Do pomiaru 3D należy najpierw zmierzyć oddzielnie dwa profile liniowe zawierające zenit soczewki i przesunięte względem siebie o 90°. Następnie rejestrowanych jest kilka współśrodkowych profili biegunowych przez obrót osi C. Te punkty pomiarowe wykorzystywane są do tworzenia topografii. Swobodne pozycjonowanie ramienia pomiarowego umożliwia pomiar powierzchni nieciągłych.
Oczywiście możliwy jest również szybki pomiar 2D wykonywany za pomocą przejścia ostrza pomiarowego przez zenit soczewki.
Dzięki zastosowaniu stanowiska pomiarowego w kabinie z amortyzacją drgań eliminuje się zewnętrzne zakłócenia takie jak wibracje i zanieczyszczenie mierzonych obiektów.
Przebieg pomiaru
Przed pomiarem należy wybrać kształt docelowy i ustawić oczekiwane parametry soczewki zadanej. W następnej kolejności dane pomiarowe są rejestrowane i porównywane z danymi zadanymi soczewki.
Jako parametry wyświetlane są wartość RMS, wartość PV i błąd nachylenia (Slope Error).
Oprogramowanie umożliwia dopasowanie do asfery poszczególnych parametrów, takich jak promień zakrzywienia R0, stała stożkowa k i asferyczny współczynnik Ai do wyników pomiarowych podczas dopasowywania asfery zadanej do asfery Fit.
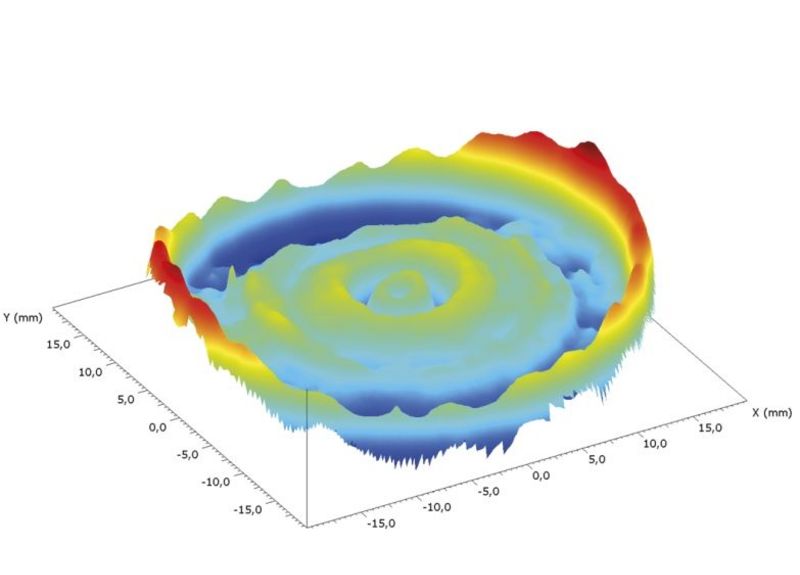
Topografia różnicy między obliczonymi wartościami pomiarowymi a soczewką zadaną prezentowana jest w formie wykresu z kodowaniem barwnym. Odcinki 2D i topografia różnicy mogą być eksportowane w znanych formatach do korekcji w maszynie obróbczej.
Oprócz pomiaru sfer i asfer zgodnie z powyższym opisem możliwy jest pomiar i analiza także innych obiektów obrotowo-symetrycznych za pomocą kształtu docelowego, przestawionego jako opis wycinka stożka lub wysokości strzałek lub też chmury punktów 3D.
Połączony pomiar optyczno-stykowy
W celu dokładnego zbadania i zapewnienia wydajności optycznej soczewki często konieczne jest zmierzenie nie tylko geometrii powierzchni, ale także relacji między stroną przednią, tylną i krawędzią.
Sposób określenia tych parametrów polega na tym, aby do osi optycznej np. powierzchni asferycznej uchwycić także położenie mechanicznej osi krawędzi soczewki i przechylić na nią tylną stronę soczewki. Cały przebieg procesu odbywa się w jednym mocowaniu i dzięki zastosowaniu różnych systemów czujników jest całkowicie automatyczny.
Proszę kliknąć tutaj, aby pobrać opis, który przedstawia rozwiązanie szybkiego i rozległego pomiaru skomplikowanych zadań pomiarowych związanych z formą i położeniem powierzchni optycznych.